Here's the latest info-
Had a little time to tinker over the weekend so I managed to figure a few things out and get to know the machine a little better.
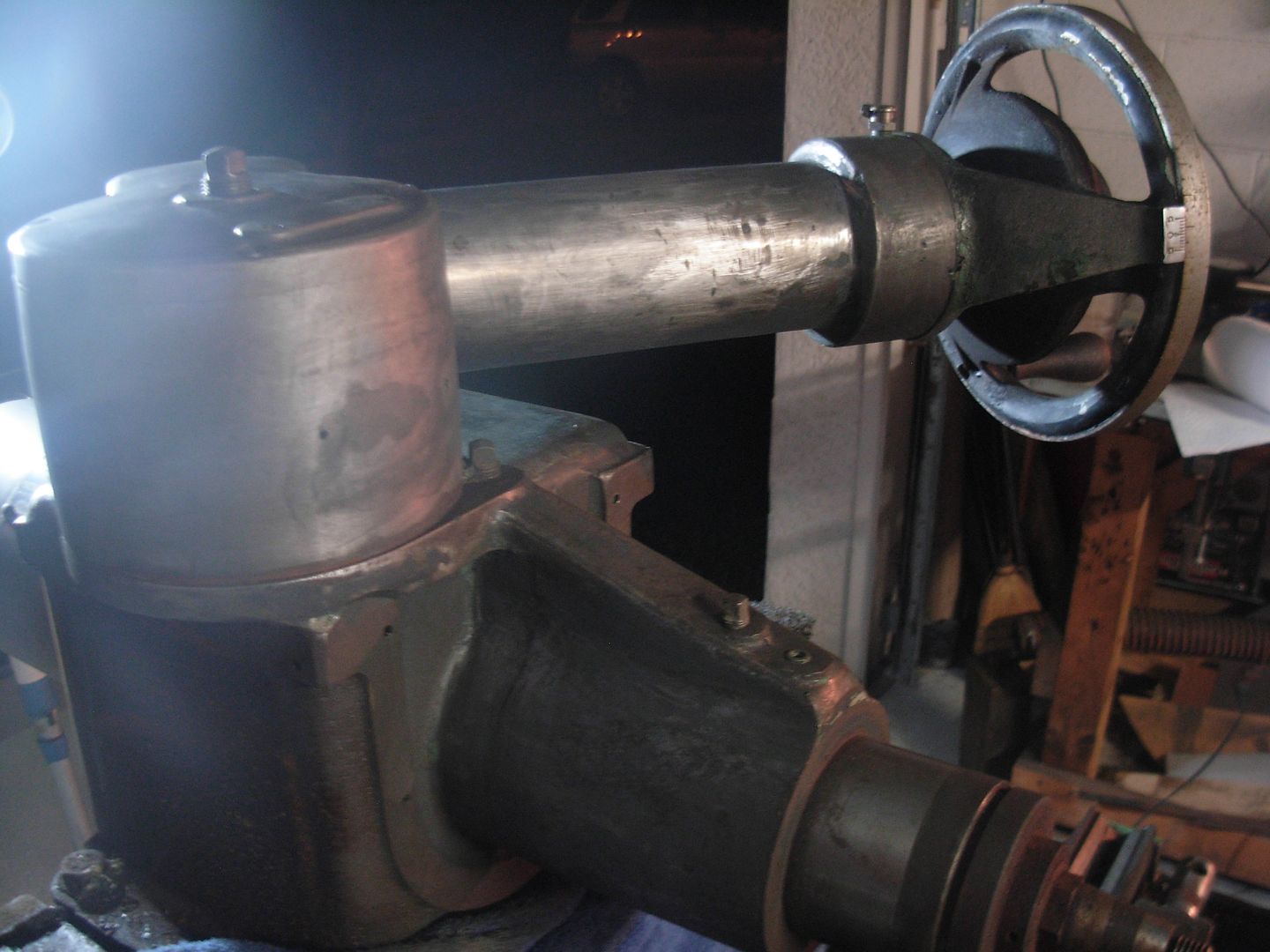
Pulled the crossfeed screw to gain access to the bottom of the pilot valve. This allowed me to put the detend ball in from the bottom and depress it while inserting the shaft from the top side. Fairly easy to do and I only dropped the detent ball twice.
I had no luck whatsoever finding replacement seals online but I'm pretty sure that DoAll could help me out. I figured I wouldn't be out anything by making replacement paper seals and giving it a try. I found some cardboard from a pack of sandpaper that was the appropriate thickness of .010 and made two new gaskets and saturated them with White Lithium grease then re-assembled the valve. To my utter amazement she did not leak on a short test run. Maybe they'll last maybe they won't but at least I'm now armed with the knowledge to disassemble and reassemble without issues so for future problems it'll only be a matter of getting the correct seals.
I managed to remove the table by myself. I'm not too suprised that the table ways are in pretty humble shape and worn smooth everywhere but on the very ends where there's still just a hint of scraping. I won't know how bad the machines accuracy will suffer until she's grinding steel but I'm hoping she'll hold knifemaker tolerances. Having the ways rescraped, reground, or converting the ways to roller ways are future options but on the spendy side. For the current time though I'll focus on getting her grinding and worry about the ways later but there are options for repair so she's not scrap even if the wear is significant.
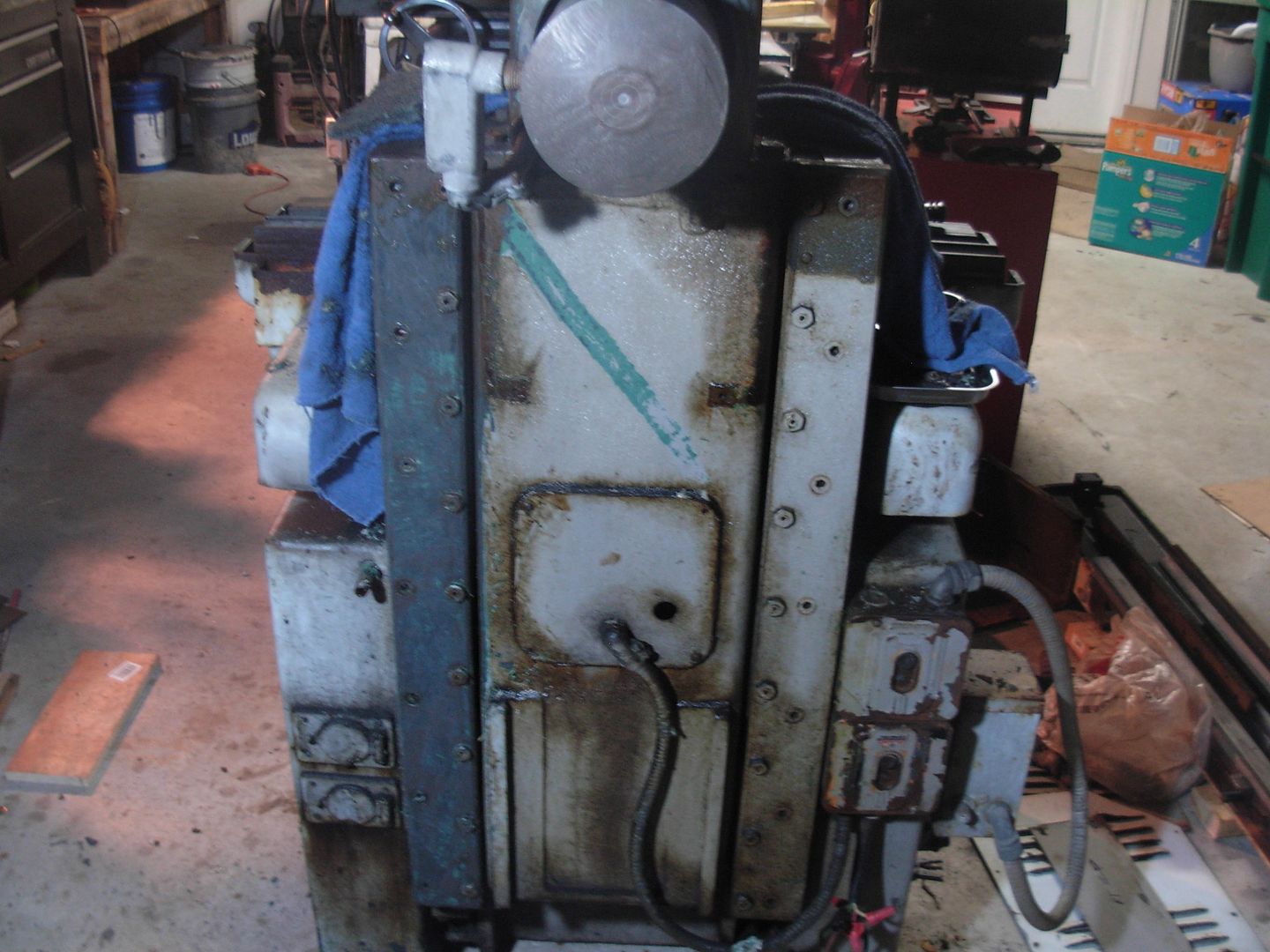
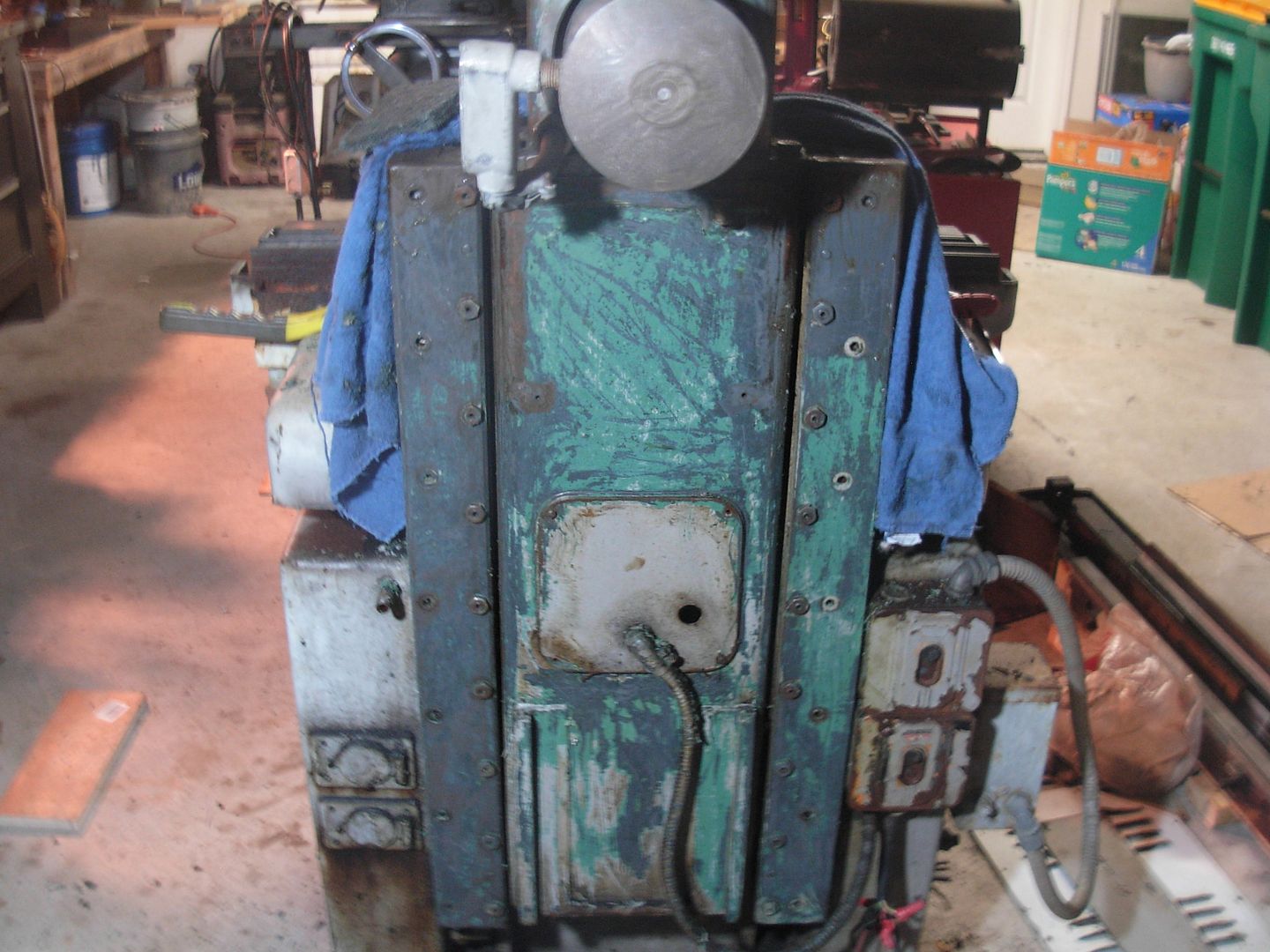
Aside from some MEGA rust on the back of the saddle she doesn't look to bad. The back of the saddle has a troff with a drain on the end for recapturing cool grinding fluid and the drain was plugged full so I'm sure the troff remained full of water for the years she's been sitting. This area is in pretty nast shape but it's only on the casting and not affecting any crucial areas. Wish I had the facilities to strip the casting and sandblast this sucker clean but that's not going to be an option so I'll make do as best as possible.
I definately have some work to do on my oiler system. Most likely the metering jets are sludged full so I gotta get those identified and order some new ones. There is also an in-line filter that'll need replacing.
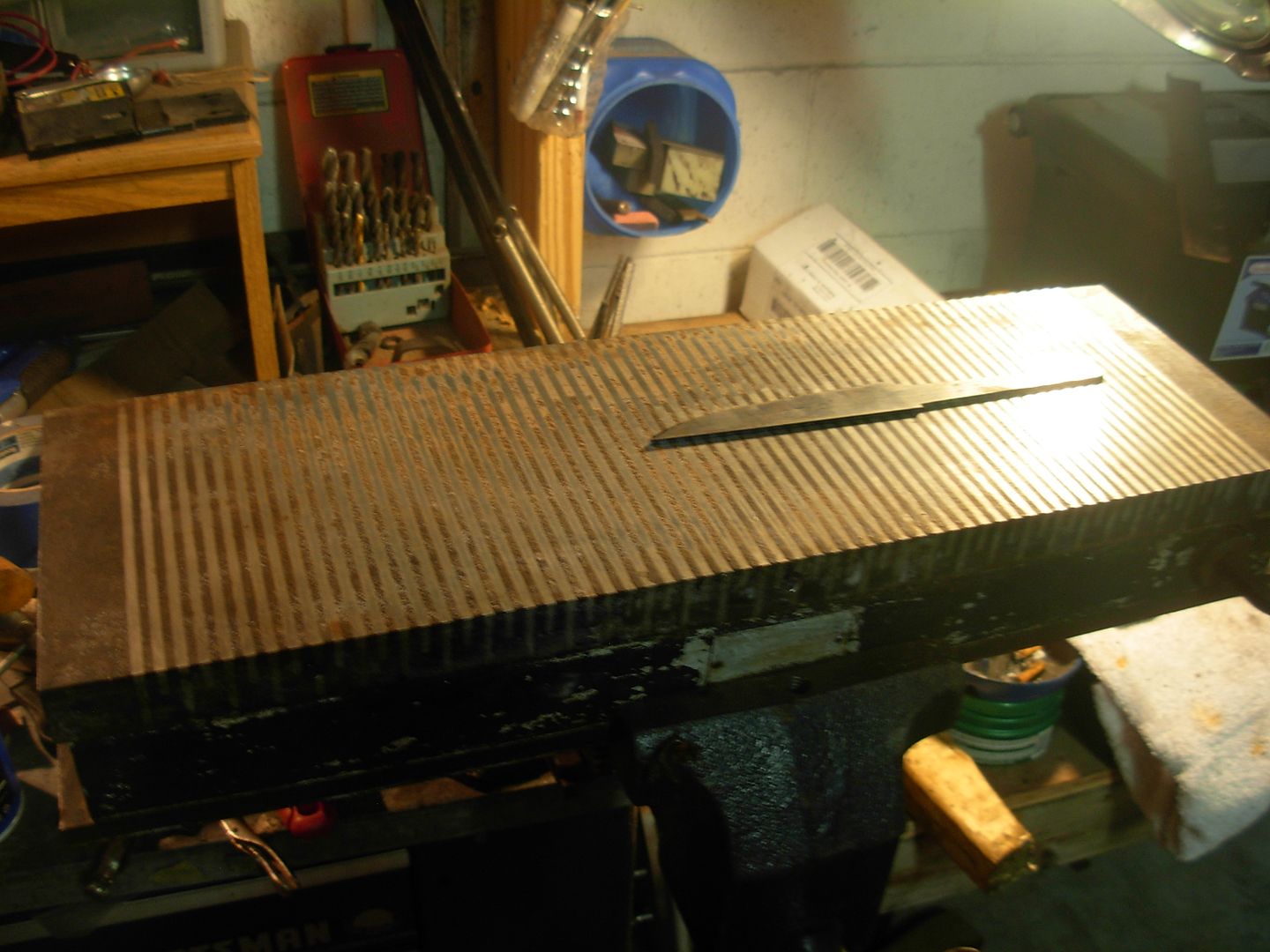
VERY GOOD NEWS on the magnetic chuck. It is a Suburban Tool fine pole with ceramic magnets. Fine pole is important for holding small parts and the ceramic magnets mean I can disassemble the chuck for repair without worrying about the magnets losing their magnetism.
This chuck is still in current production and repair parts can be ordered. I'll be needing a cam kit at a minimum which is $90. That's most likely all I'll need for the repair but I'll take it apart before ordering any parts. If I get this $1524 chuck fixed for $90 I'll be jumping for joy
")
Under all that rust is this MCB-618-FP.
http://www.subtool.com/st/mcb_permanent_magnetic_surface_grinder_chucks.html
From here I'll probably crack into the chuck to diagnose any issues and work at removing rust, stripping paint, and repainting.
Once she's looking good again I'll drain the tank, clean it out, replace filters and metering jets, and flush the hydraulic system.
With new paint and operational mechanics I'll build a belt conversion unit and put her in service.
-Josh