Bruce Bump
Forum Owner-Moderator
Thanks everybody,
Sean, yes its a good idea to either drill a hole or let me weld it because I cant weld very good. Dont buy a hand made boat from me.")
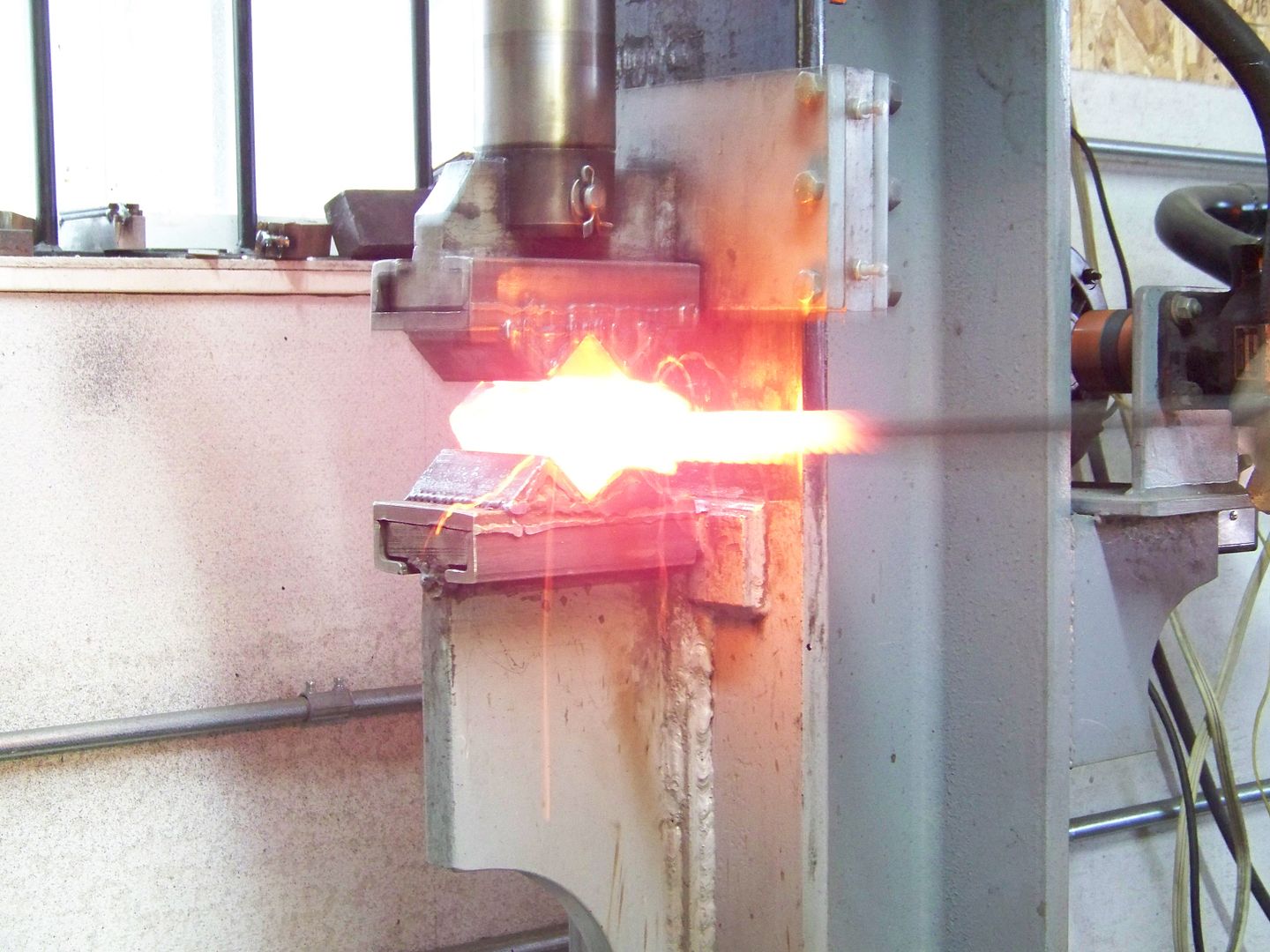
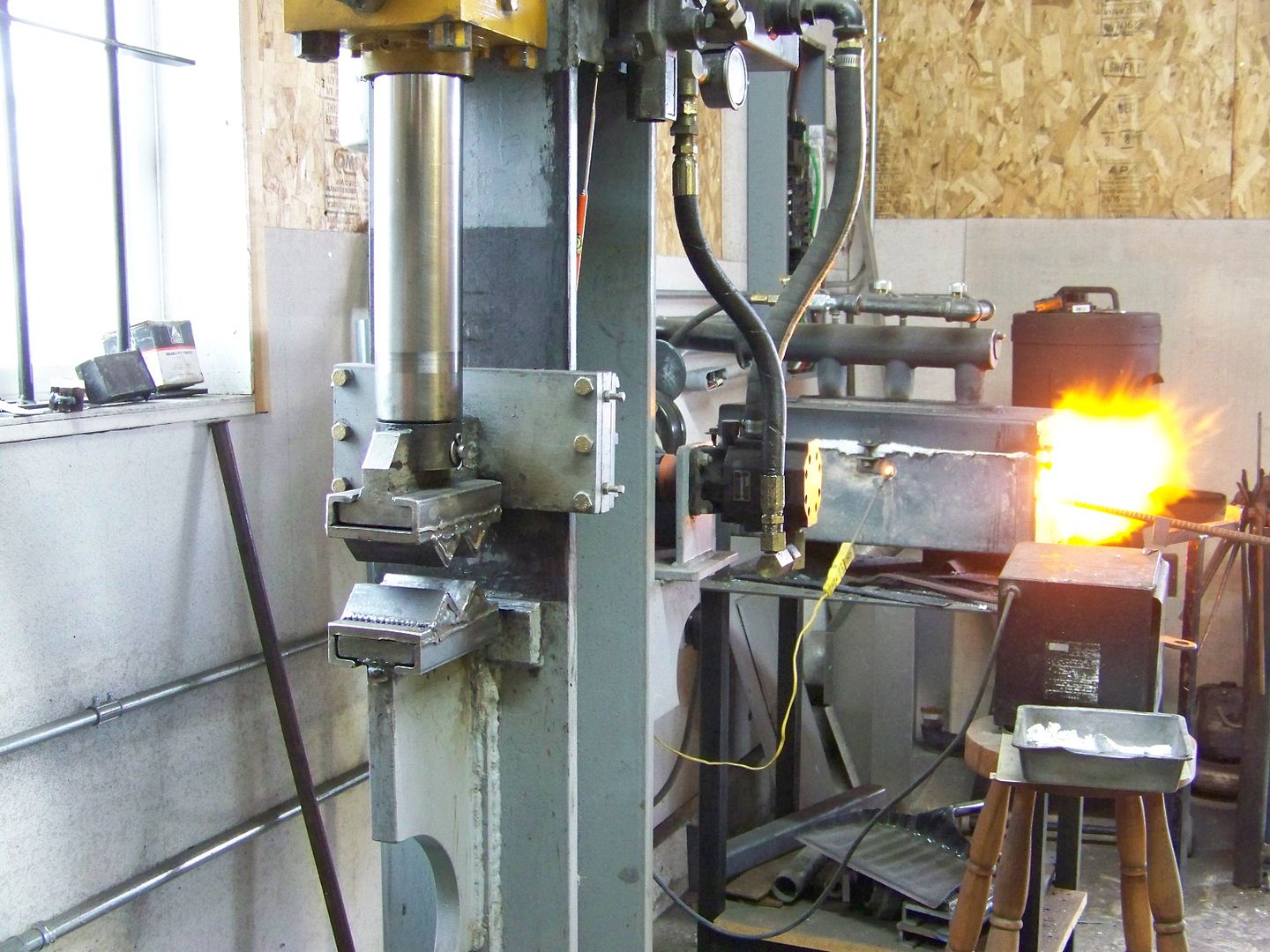
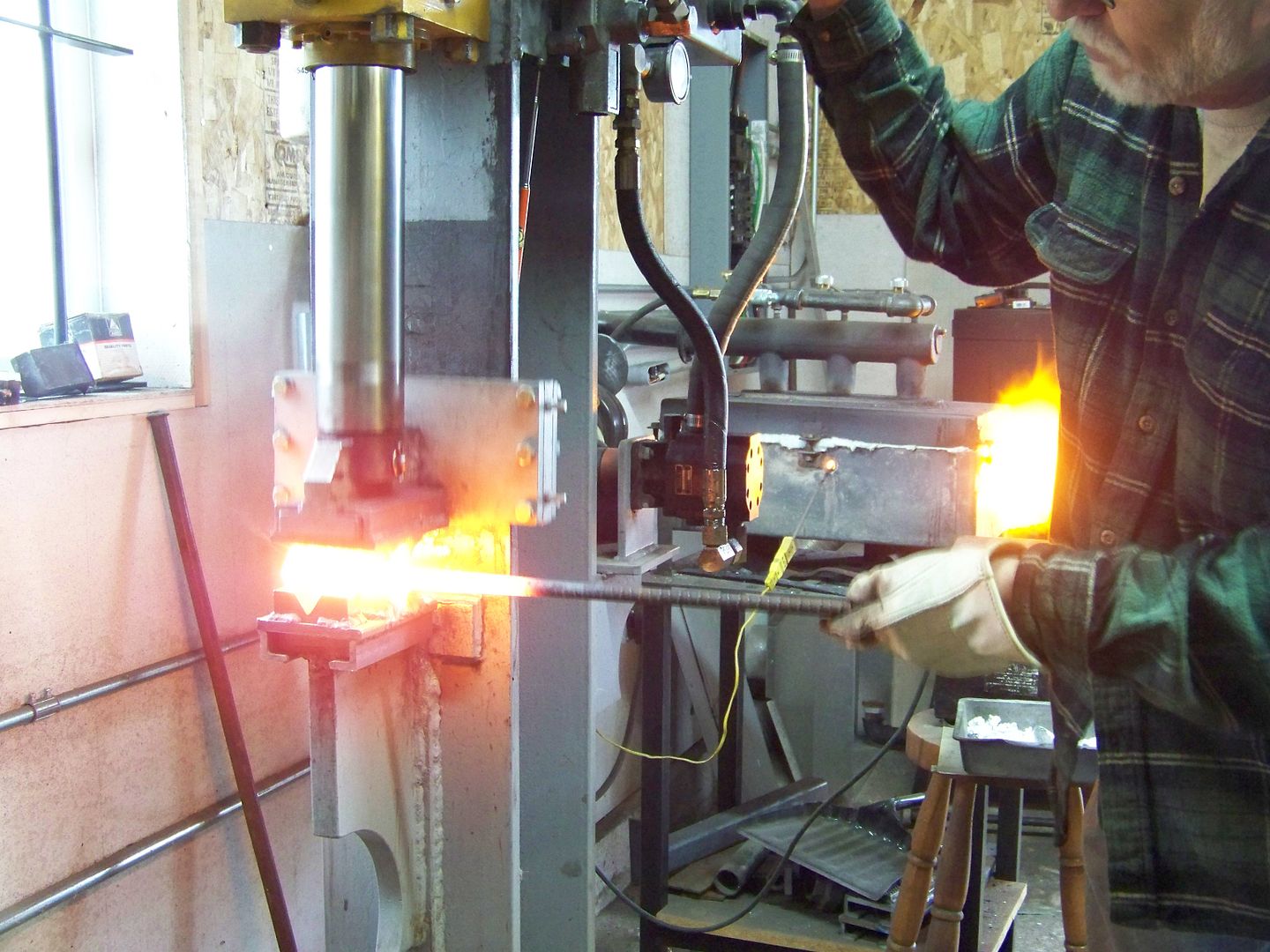
There should be something flameable inside a closed canister like this simply to burn off any trapped air. I've never seen it but have heard of them blowing up like a balloon. I did leave too much wd40 inside one and it spewed sparks from the powder metal through a pinhole. Looks like the 4th of July so I called that blade "Independance Day" hehehe
Sean, yes its a good idea to either drill a hole or let me weld it because I cant weld very good. Dont buy a hand made boat from me.
There should be something flameable inside a closed canister like this simply to burn off any trapped air. I've never seen it but have heard of them blowing up like a balloon. I did leave too much wd40 inside one and it spewed sparks from the powder metal through a pinhole. Looks like the 4th of July so I called that blade "Independance Day" hehehe
Looking good Bruce.
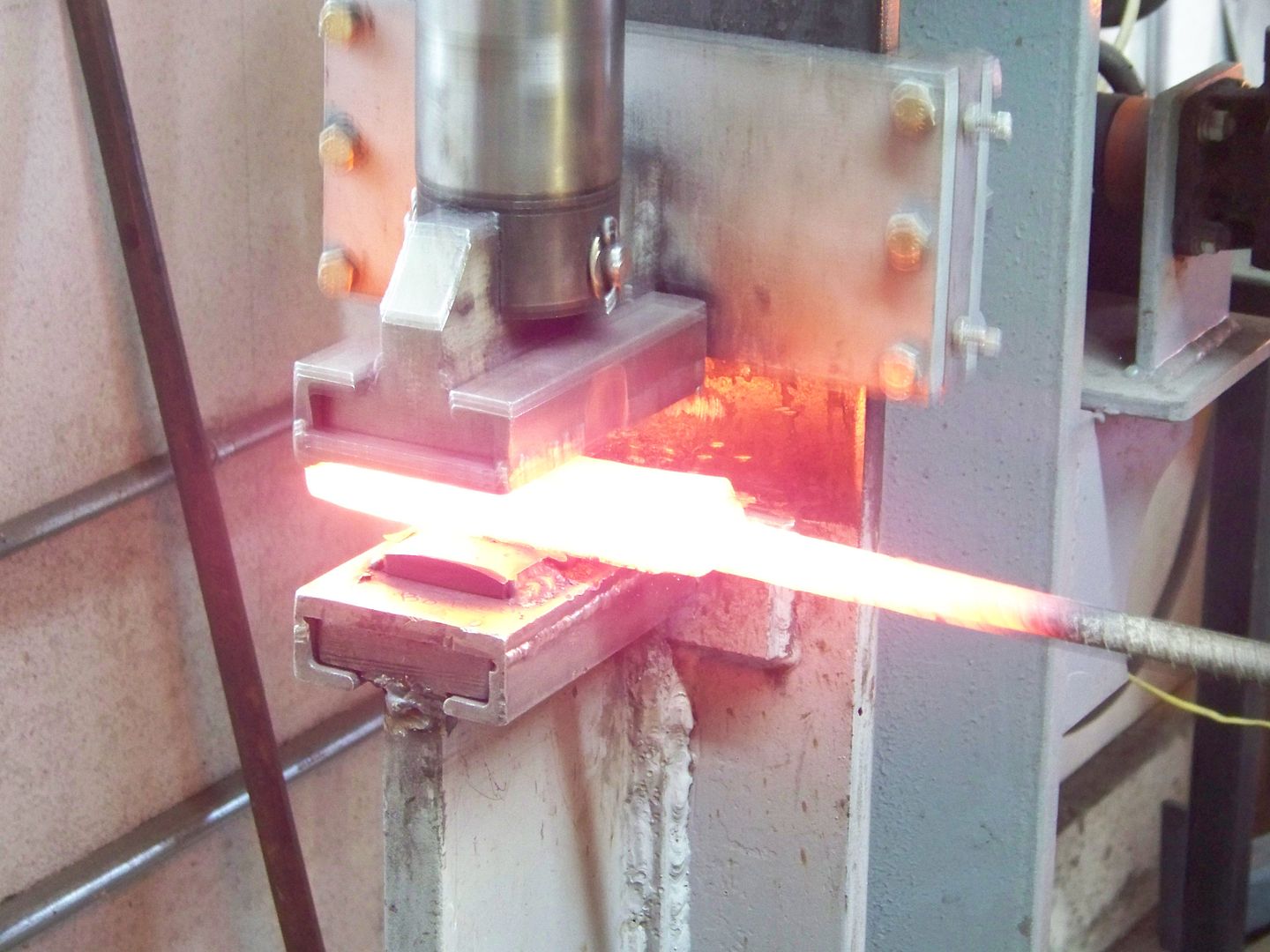
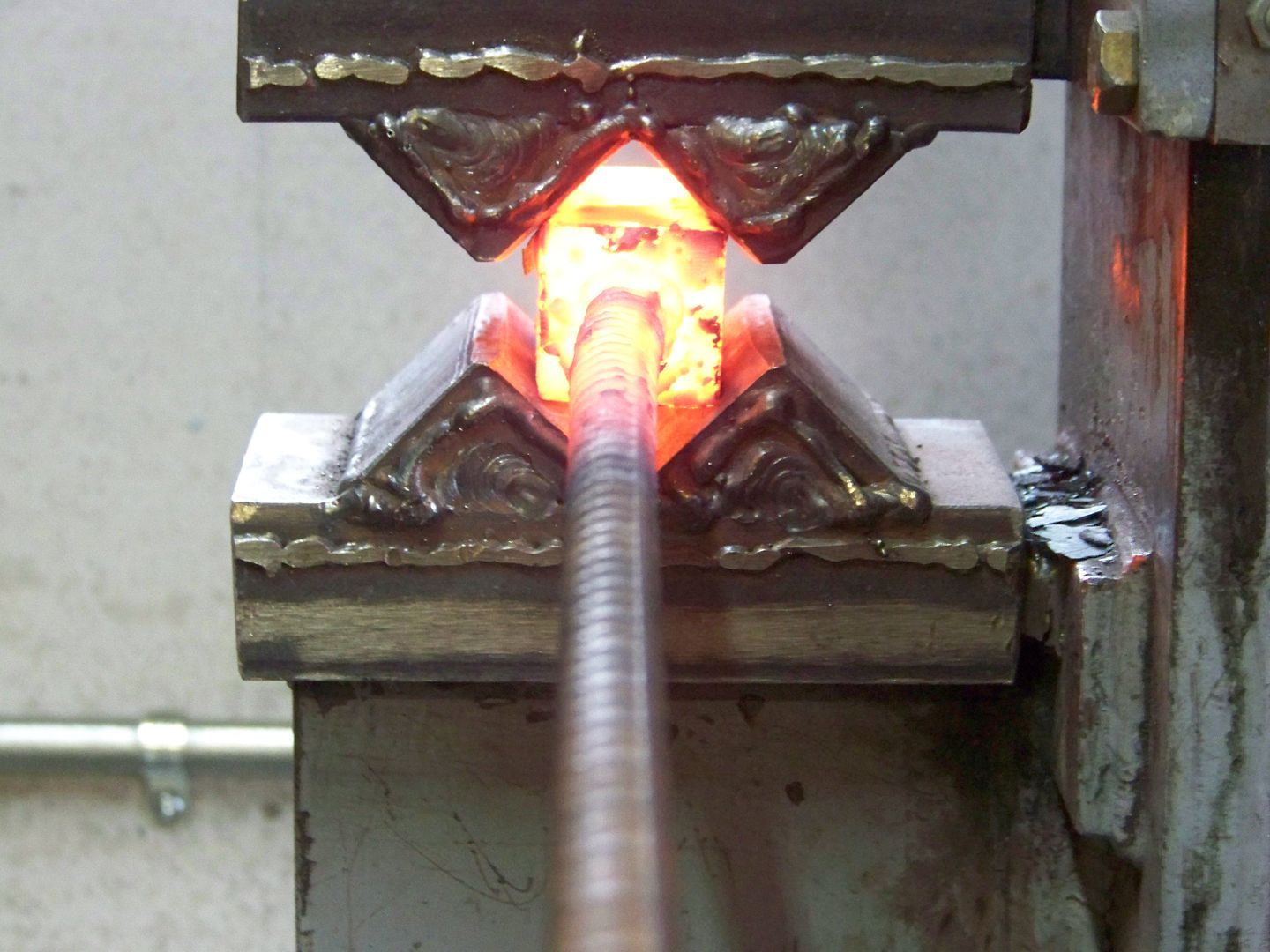
I have yet to try a "canned" pattern, the way you are doing it looks to be the most straight forward way I have seen.
Question, is it a good idea to drill a small hole in the end to let out the gasses? Like the pic you have posted with the flames coming out of the canister.
Last edited: