tkroenlein
Well-Known Member
What are all you builders doing for hydraulic units?
What are all you builders doing for hydraulic units?
Source/brand/manufacturer?2hp, 1800 RPM, 220VAC, 11gpm pump
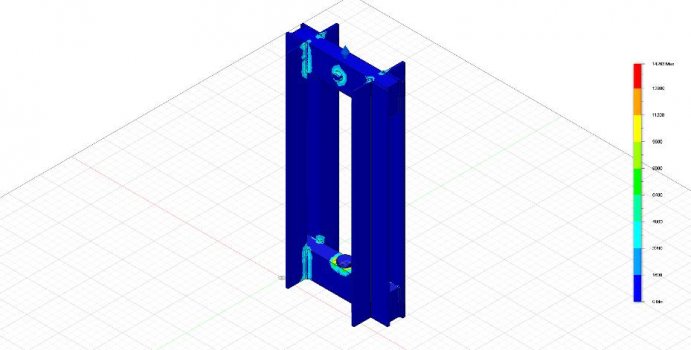
Yes it has, but it's a good thread with lots of good knowledge shared by 52 Ford. His stress simulation CAD work has shown where the stresses are for a "H" type frame.WOW!! This thread has gotten real serious!!
Source/brand/manufacturer?
I'm starting to get serious about putting it together. I'm looking for most cost effective options.

I got wrapped up in other stuff and forgot to mention this post - YES, it did get serious and a lot of good info was shared. I really do say a big THANK YOU to 52 Ford for his simulating the stress in CAD. Gave a lot of good info on the H style press frame. A "C" frame would be totally different.WOW!! This thread has gotten real serious!!
Yep, a 56C motor would fit nicely. Given a choice I'd go with a 3600 rpm motor to get the full flow rate from the pump, With your 3.5" cylinder the 1800 rpm motor will work good.