papi
Well-Known Member
Hey guys,
i finally got around to do this, and hoping i'm in the right section, here's the first batch of pics.
This is how it starts - just a bunch of stock - some titanium, damascus... there are some pieces still missing, but i will add them as i go along.
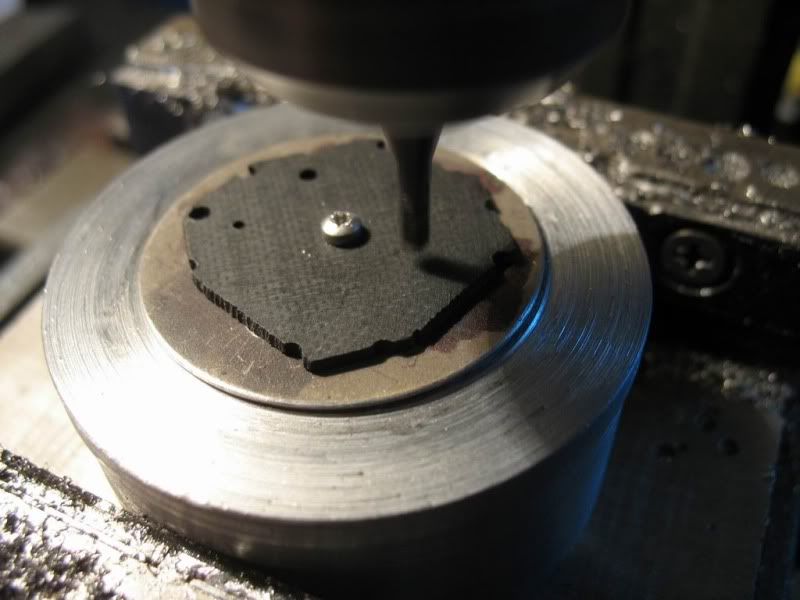
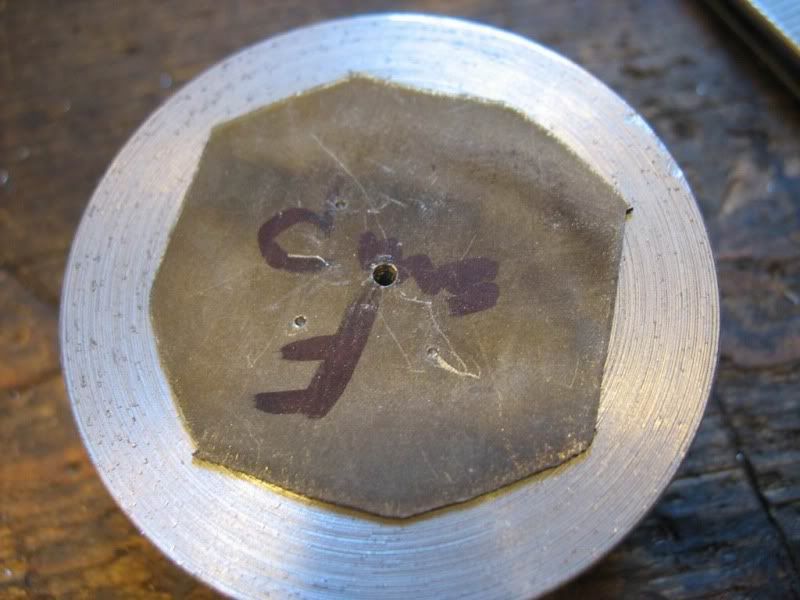
fitting the dial material to a fixture - here, the fixture is centered with the spindle of my mini mill

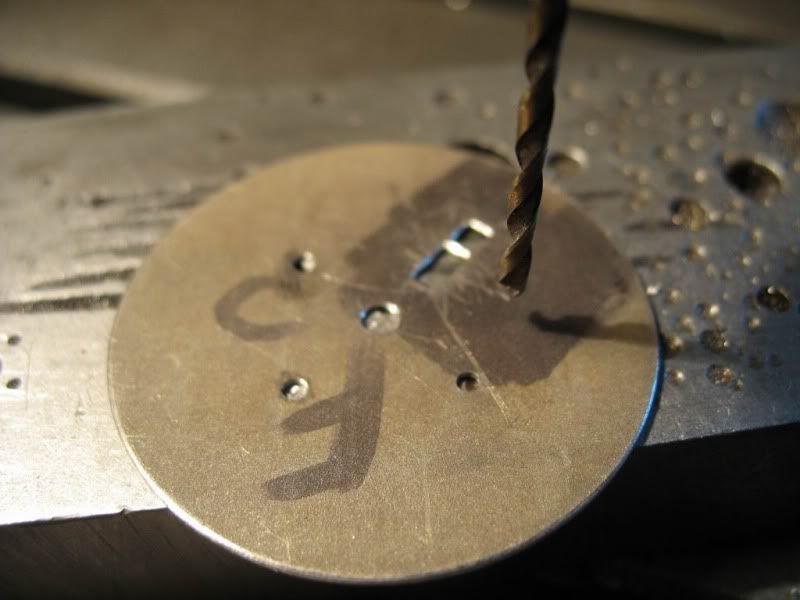
and the dial material superglued to the fixture, with the counter holes measured and drilled
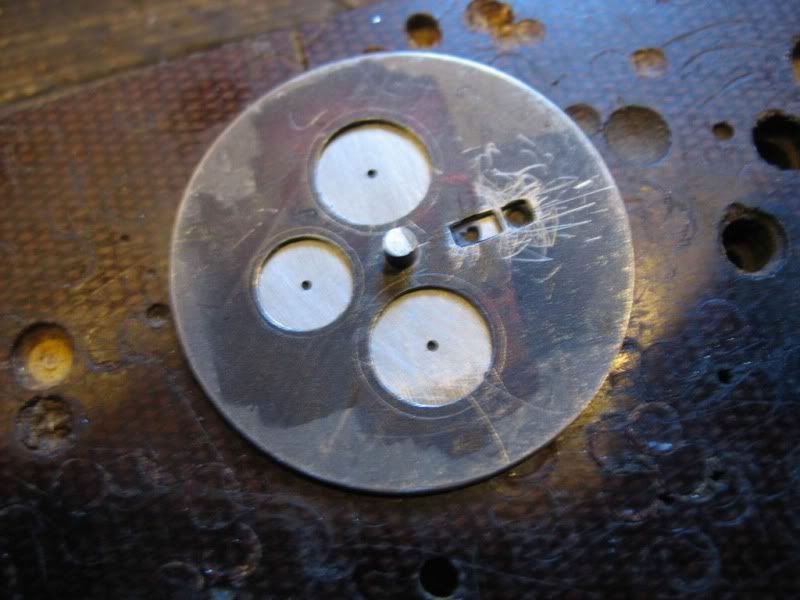
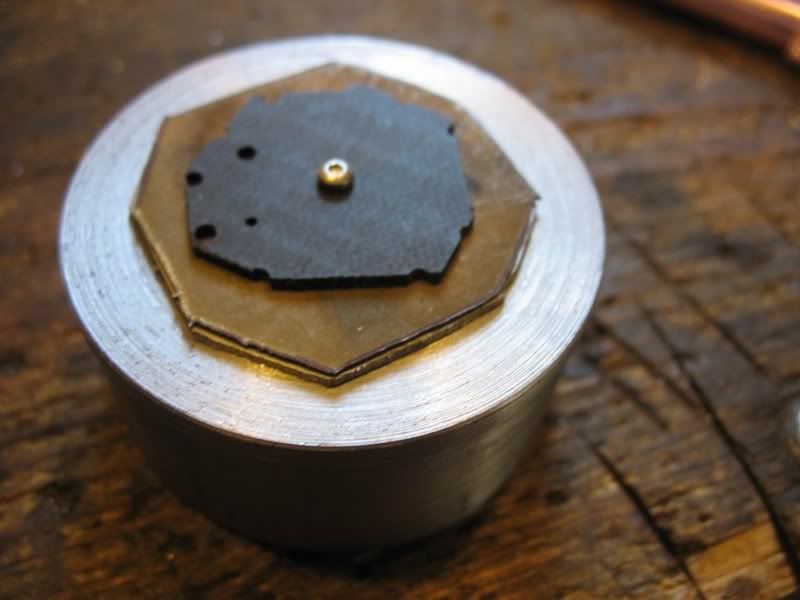
now i transfer the holes to a lower layer (this will be a sandwich dial), which will be a piece of 0.015" titanium

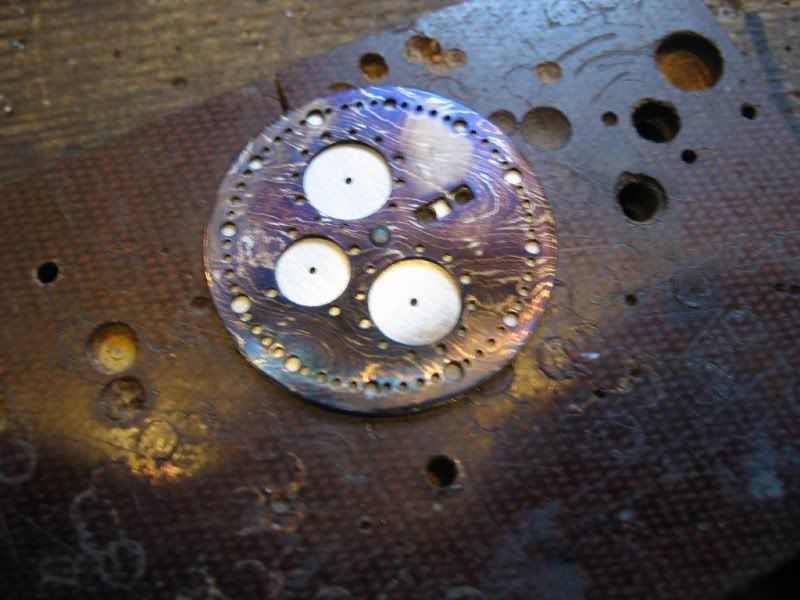
glue those two plates together, and glue them onto the fixture and secure them with a screw and a piece of G10. That helps to distribute pressure, so the glue doesn't let go when i'm turning this from that crazy shape into a nice round circle.
TO BE CONTINUED...
i finally got around to do this, and hoping i'm in the right section, here's the first batch of pics.
This is how it starts - just a bunch of stock - some titanium, damascus... there are some pieces still missing, but i will add them as i go along.
fitting the dial material to a fixture - here, the fixture is centered with the spindle of my mini mill
and the dial material superglued to the fixture, with the counter holes measured and drilled
now i transfer the holes to a lower layer (this will be a sandwich dial), which will be a piece of 0.015" titanium
glue those two plates together, and glue them onto the fixture and secure them with a screw and a piece of G10. That helps to distribute pressure, so the glue doesn't let go when i'm turning this from that crazy shape into a nice round circle.
TO BE CONTINUED...
")