Thank you for all this great information, I have been modeling a press and it is very close to yours. A few questions.
- I was considering a 4 in bore cylinder and using either 3/8 or 1/2 angle iron - thoughts - is bigger worth the cost
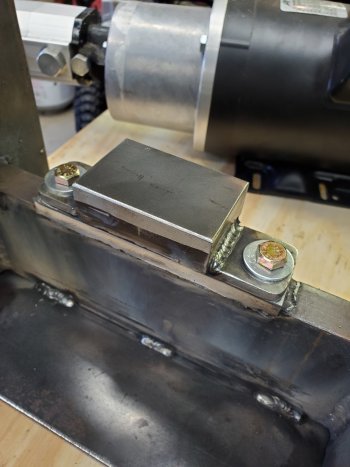
- on the wear plates I was planning to bolt one side so I could remove the sliding section later
- on the wear plates I thought to cut very small grooves to facilitate lubrication
- seems like you used stick welding for everything, any thoughts on MIG or just stick with the rods
Thanks for any and all feedback
Cylinder bore doesn't mean much without knowing the working pressure of the hydraulic system.
Both 3/8" and 1/2" angle iron could work. You need to figure out the leg length and the tonnage of the press.
The Coal Iron H-frame press already has bolted on guide/wear plates. Just make sure you size the bolts properly. With a centered load, they aren't under stress, but with an offset load, they can be under tension. That amount of tension depends largely on frame construction, press width, and cylinder size.
https://coaliron.com/products/copy-of-12-ton-mini-press-1
Cutting grooves in the wear plates to distribute oil better is a nice idea. I don't believe it's necessary, though. Personally, I would operate it the press dry - no oil or grease. Instead I'd rely on a bearing material like bearing bronze. If you felt the need to, you could make steel guide plates and line them with Oilite or maybe even a slippery plastic, like PTFE.
You can use pretty much any welding process you want. Personally, I'd stick weld it, but that's because I have a LOT more experience with SMAW than I do any other process. The important thing, is that you make GOOD welds. Bevel all of your weld joints. Clean them well (acetone wipe down is a good idea). If you see ANYTHING wrong with the weld, you grind it out completely and start over. Porosity, slag inclusions, cold welds, etc. Strive for perfection.
Also, keep in mind that when a welding machine says "1/4 inch max", they're talking about single pass penetration. You should be beveling your weld joints on thick material, anyway, so it shouldn't be an issue.
Sent from my Champion Forge using Tapatalk

")