Over the past couple of nights I have worked to finish the knife. The final assembly and last steps are detailed here.
The first thing I needed to do before I pinned it together was to grind these screws off where they were even with the inside of the liner. If you recall they were a little too long.
Once that is finished, I moved on to doing the final cleanup on the handle assemblies. I'm working from a 320 grit belt up to a 600. Here is where you have to try and make everything flow without removing too much material. This is an area I know you are interested in Rex, and like I say, you just have to roll with it. I can't really explain how I accomplish this, but I just sand until I think it looks good. It's important to address any issues you don't like about the handle assemblies now. Once the knife is pinned together, it's difficult to sand the handle asemblies without nicking the blade. Best to do it now while you don't have the blade in the way. Be sure you get the front of the pivot bolsters at this time. Those are pretty much impossible to reach once the blade is in.

Next step is to taper the holes in the bolsters where the pins go. I also taper the middle pin hole in the liners. Remember, this will be a hidden pin deal like Rex suggested. It works out great here. Thanks for the idea man! I use a tapered reamer, and then a tapered diamond bit. The bit is of course mounted in a rotary tool and used, but here I just have it stuck in the hole for the picture. You don't really need to go too deep here, just deep enough where a flare is created so that when the pin spreads it will be able to grip the walls of the holes.


And here is where the nerves get bad. This is the most stressful part of the whole build, to me anyway. To pin the knife together, you have to pien (peen?) the pins with a hammer to spread them. You must do this while holding everything together and also at the same time praying that you don't strike something you are not supposed to. Add to that prayer another prayer that nothing comes apart or goes wrong. In theory (at least my theory) I say that if the knife survives the stress of the hammer blows and the process of being put together, it's pretty good to go. Here I have started with the middle pin which will be hidden. You can see the pins smashed and mushroomed out against the liners. Later we will grind these flush with the liner and the scale will have a flat surface to rest against.

I thought I had taken pictures of the rest of the assembly process but I guess I didn't. The rear pin was installed next, and again very carefully struck with a hammer to pull everything tight. The last is the front pin, which I had to taper a point on to get it to go in. I did them in this order, but it would probably be better to the pivot second and then the middle pin last, especially if you are using a bronze bushing in the pivot. That material will be softer than the steel, and you wouldn't want to risk oblonging the hole with a forced-in pin in that bushing. I haven't used bushings so far, so that's the reason I didn't really worry about the order of the pins.
It is important that when you do get all the pins in, you check they fit of everything. The back one needs to be tight. The middle one could be tight as well, although it occured to me that it may help just a tad if it were not 100% tight, as the spring does flex from this position. I guess the trade off here is that if it isn't all the way tight you might be able to see a small gap between the liners and spring. The last and most critical is the front pin. When using a bushing this may not be an issue, since the balde will rotate around the bushing. If you don't use a bushing - like this design is, you need to be very careful when you start hitting the pin with a hammer. stop every stroke or two and check the blade tension. Be sure you put some grease or oil in the spring tang area first! Now that we are going to start opening and closing the blade, we don't need any gaulding issues, especially this far into the build. Be sure it is well lubricated. continue striking the pin until everything feels tight and it all comes together. Very imortant to not go too far!! If you do, you could freeze the blade and ruin the knife. It's hard to believe, but I do think one too many hammer blows here will mess it up. Again, check the "walk and talk" every hammer blow or two, and be sure it is flowing smoothly without any restrictions. Once it starts to tighten up, you are 99% there. Check for side to side blade movement as you go. once you get to the point where you no longer feel this, you are very close. I can't tell you how much is too much. You will have to use your own judgement form here on out
")
In these pictures I have pinned the rear and middle pins. I am doing that final cleanup on them before I install the pivot pin and blade. Again, do everything you can before you put the blade in.
with a little focus here, the whole back of the knife will appear to be one piece. I think that looks nice.
Here I am am focusing on the surface of the rear bolster. with enough manipulation of the bolsters on the grinder, you can make the pin disapear. It will beciome hidden in the scratch marks and everything will flow together. I use the slack part of the belt for this.
A crappy pic, but you can see how the light reflects off of the bolster in a even manner. The light on your grinding will show you your flaws. Sometimes this can be very challenging, but if you stay at it, you can get it to look good. You ought to hear the cusswords I make up when trying to get this..
And now it's time for the final steps. Once the blade is in and secure, open the knife all the way and wrap the blade with some tape. I use electric tape. This will give you some sort of buffer if you get a little too excited on the grinder. Remember, stay cool here. I have a hard time containing my excitement at this point, and as we all know, that is a recipe for disaster as it causes folks to lose concentration and forget the importance of taking your time. At least it does with me anyway...
Very carefully, touch up the knife handles and just do an overall check. Be sure everything looks good and then remove the tape. Now time for sharpening.
First I start with about a 400 grit belt, and then move up to a 600. After that, I hit it with the leather belt. This puts a scary edge on, so don't cut yourself
And then finished, you can see the edge gleaming.
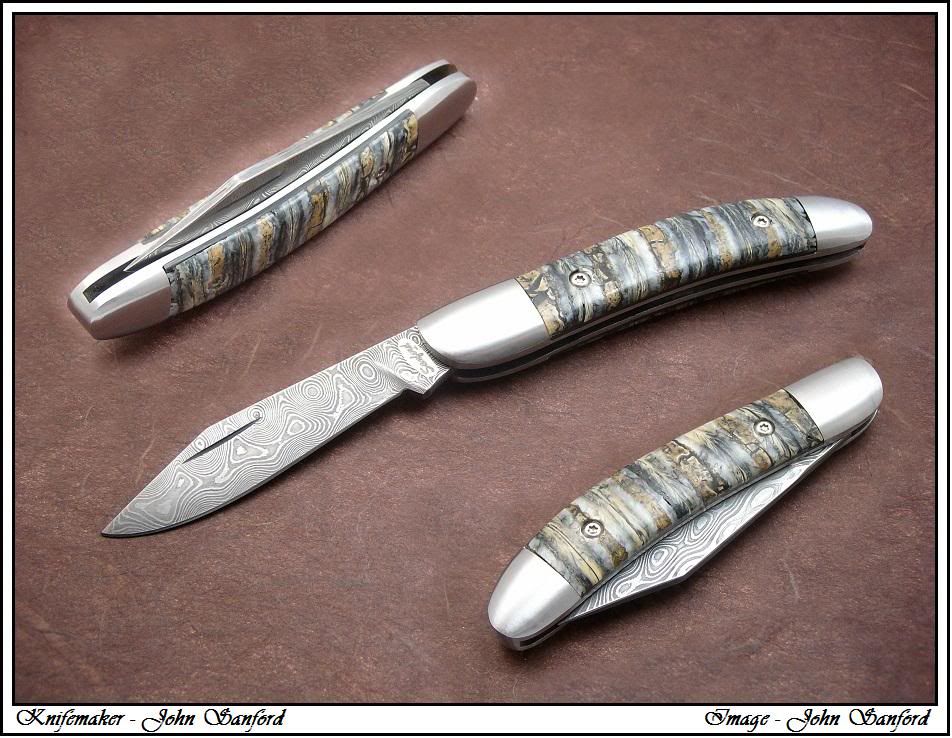
That's about it for the build folks. Stay tuned - I will be putting up some finished pictures in the next day or two.