Our girls here are ready for some brand new Kydex shoes. Like shoes, a perfectly fitting and functional sheath will seemingly go un-noticed by the person wearing it while a loose fitting one will rattle, rub, and wear blisters where ya don't want them.
While I've made some Kydex sheaths I'm certainly no master of it so it always involves some adjustments along with a little experimentation. I actually found a little time last night to begin this adventure in Kydex so lets get started.
I've tryed a couple times at making a foldover style sheath but never have got a result I was satisfied with. What I dont really like about the two piece kydex sheaths I've made before is the extra bulkiness in the width of the sheath with the necessary rivets on the spine side of the blade. As a result I'm going with a foldover style here and come hell or high water I'll get them made with a great fit.
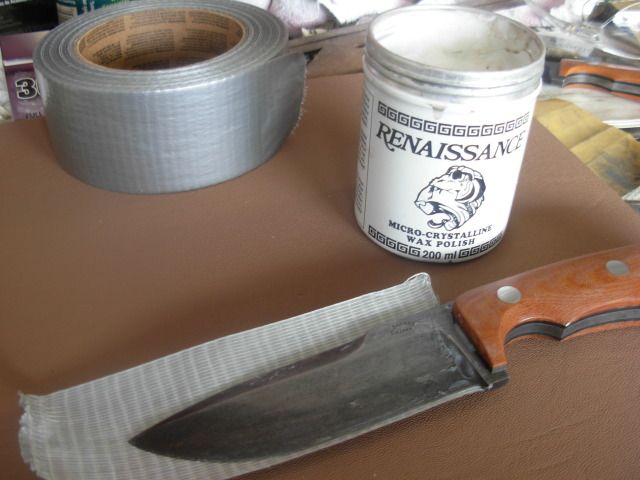
First step is to prep the blade with a single layer of duct tape on each side of the blade. Cleaning the adhesive off the blade is always a pain so as an experiment I first put a heavy coat of Ren wax on the blade hoping for easier clean-up
Trim tape to the blade profile
Now we need to layout our sheath body. Lay you knife on the back side of the kydex where you want it leaving yourself plenty of extra material on the "welt" I like at least 1/2" PAST my finished size so I can grind the sheath to final shape. Trace around it with a pencil then roll the knife around the spine side and trace again
-As it works out for this sheath I'm close to half my sheet's width so I Layed it out the height I wanted and just split the width of the sheet in two
The throat on my 4x6 bandsaw isn't nearly big enough to make this cut so I just use these Weiss tin snips for my initial cut.
Now we're ready to press our sheath body. I prefer to use my heat gun to soften the Kydex. I throw a glove on my left hand and hold the piece by the corner then heat with the gun on high and cover the sheet using a circular motion just like waxing a car. Go over the first side then flip and do the same on the back. Keep at it with the heat and flipping back and forth until the Kydex softens and will no longer hold it's flat shape. It doesn't take too much practice to get a feel for how hot to get the kydex.
Now it's ready to press. Fold the sheet around the knife and sandwich between the foam then place my cutting board on top and stand on it for a couple minutes to end up with this-
Now I just wanna trim some bulk off the welt to make it easier to work with. Line it up, mark it, bandsaw it-
Now I wanna tune the shape of the mouth of the sheath to match the flow of the handle
Grind it in with an 80 grit
Round over that back edge with the slack belt and mark a radius on the front
Now our body is roughed to shape we need to install the TecLoc. As recommended by others I went with Large TecLoc's for these sheaths. They make the most sense to me beacause they do have "bumpers" that can be adjusted to fit a skinnier belt so they have more versatility than the small size.
Line it up being sure that the "lock" isn't overlapping the thick part of the sheath where the handle of the knife is
View with the lock in the fully open position-
Mark one of the corner holes
Drill with a 1/4" bit then insert kydex rivet with the nice side facing the front of the sheath.
Rivet setter. The anvil part goes with the factory flare side and the stake flares the straight side. You can really mangle a rivet being heavy handed while staking or having the stake held at an angle. I use a light hammer and give it a sharp strike then a couple taps.
Now install the TecLoc with the hardware through the first rivet and use a smaller drill bit to drill right through the TecLoc's hole and through the sheath body
Install the second rivet and mark the other two
Tape residue -YUK
This adhesive remover is worth it's weight in gold making clean-up a snap
Now I got a pretty ugly press initially so I'm gonna use localized heat to tune this area up
I want to keep the kydex the way it is around the front of the scales so I wrap a bandana around the sheath while heating the area of the finger groove.
Got called in for dinner at this point so that's the last pic for this morning but there'll be more to come.
I did heat the finger groove area and straighten it up while pinching the kydex tight around the finger groove. Of course this results in fantastic retention. So good in fact that it's a little difficult to put the knife in and out of the sheath and results in a very audible snap when inserting the knife. I've got a plan to maintain the great retension while making the sheath more functional and easier to use. Of course it's an experiment so it may work great or result in a ruined sheath. Rest assured though we'll get it right or make another :biggrin:
Take Care- Josh














































")