
Not sure where to put this, so please move to the appropriate forum if I guessed wrong!
I was out in my garage trying to finalize the frame of my NWG. I figured that since I had my VFD in hand and a bead on a motor, I should finally finish it so I can just pop on the motor and run!
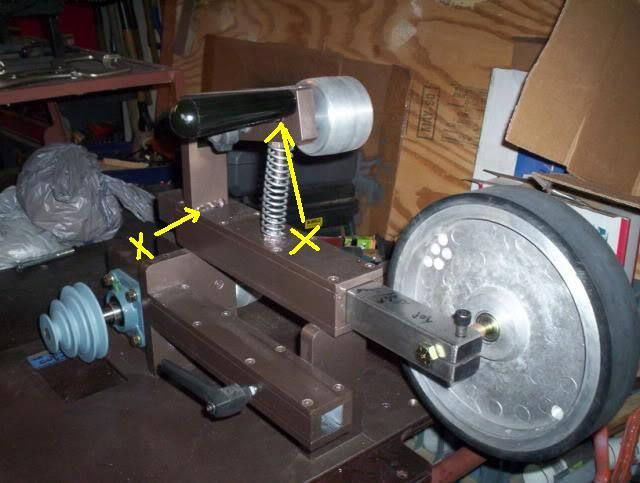
Everything assembled, I inserted the tool arm (which uses the multi-tool swing arm that comes with the plans, it uses a 10" and 4" contact wheel). Slapped on a belt and started to turn the drive shaft by hand and adjust the tracking/tension knob. A few quick twists and I'm set! Realizing I can reverse my motor if I want, I start rotating the drive shaft in the other direction. Despite my best efforts, the belt simply slides off given enough rotations.
I have adjusted everything I can think of, to no avail. The machine is built with the frame on the left so the belt is slid on from the right side. When rotating the belt so it comes in contact with the drive wheel and then the Tracking wheel, I can get it to track perfectly. Its when the belt would hit the tracking wheel and then the drive wheel that the belt gradually migrates off the machine to the right (as if I were removing it).
I've adjusted the drive wheel since I found it to not be perfectly lined up to the contact wheels. I rotated the attachment so it only ran on the 10" wheel alone, then the 4" wheel alone, same result. I even removed the tracking wheel entirely and just ran the belt on the contact wheels and the drive wheel, SAME thing! I've adjusted the tracking wheel since it was out of alignment. I've double checked the contact wheels and now, each wheel is directly on center with all the others. But I'm stumped. I was out in the garage for the better part of 4 hours trying to figure this out and I just can't.
If the belt walked off in both directions, I'd still be trying things. Its the fact that it tracks true in one direction and not the other that has me LOST!
Any help would be greatly appreciated!
I was out in my garage trying to finalize the frame of my NWG. I figured that since I had my VFD in hand and a bead on a motor, I should finally finish it so I can just pop on the motor and run!
Everything assembled, I inserted the tool arm (which uses the multi-tool swing arm that comes with the plans, it uses a 10" and 4" contact wheel). Slapped on a belt and started to turn the drive shaft by hand and adjust the tracking/tension knob. A few quick twists and I'm set! Realizing I can reverse my motor if I want, I start rotating the drive shaft in the other direction. Despite my best efforts, the belt simply slides off given enough rotations.
I have adjusted everything I can think of, to no avail. The machine is built with the frame on the left so the belt is slid on from the right side. When rotating the belt so it comes in contact with the drive wheel and then the Tracking wheel, I can get it to track perfectly. Its when the belt would hit the tracking wheel and then the drive wheel that the belt gradually migrates off the machine to the right (as if I were removing it).
I've adjusted the drive wheel since I found it to not be perfectly lined up to the contact wheels. I rotated the attachment so it only ran on the 10" wheel alone, then the 4" wheel alone, same result. I even removed the tracking wheel entirely and just ran the belt on the contact wheels and the drive wheel, SAME thing! I've adjusted the tracking wheel since it was out of alignment. I've double checked the contact wheels and now, each wheel is directly on center with all the others. But I'm stumped. I was out in the garage for the better part of 4 hours trying to figure this out and I just can't.
If the belt walked off in both directions, I'd still be trying things. Its the fact that it tracks true in one direction and not the other that has me LOST!
Any help would be greatly appreciated!
")