You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
My biggest challenge yet. Now a WIP
- Thread starter Gene Kimmi
- Start date
Gene Kimmi
KNIFE MAKER
The billet for the fittings is finished. This billet started as 8 layers of 1/8” 1084 and 7 layers of 1/16” 15N20, all 2” x 4”. Here it is around 55 layers and ready to twist. (I had to grind a delam out or it would have been 60 layers.)

To twist it, I welded a nut to one end and a short shaft to the other that will fit in the hardy hole on my anvil.

With 2 heats, I was able to get 9 1/2 twists in it. It ended up 1” in diameter and 8” long.

I can now say this billet was way too big for hand hammering. At least that’s what my arm is telling me. I can’t wait for my press to get here.
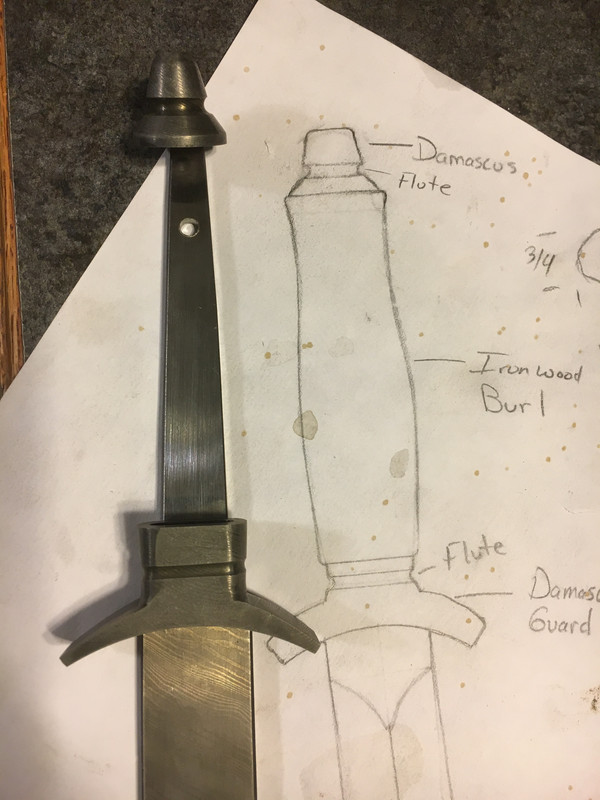
Here is a preview of my plan for making the guard.

I plan to drill a 1/4” hole in the billet then mill a slot to the end to create the wings of the guard. I’ll then spread these out and forge them over a pipe to create the arch on the front of the guard. Once that is done, I’ll tack weld the guard to the pipe, cut the guard off the billet and mill the end square. Last, I’ll drill a center hole and mill for the tang.
All plans may change at any moment during this process as this plan sounds too good to work out right.
To twist it, I welded a nut to one end and a short shaft to the other that will fit in the hardy hole on my anvil.
With 2 heats, I was able to get 9 1/2 twists in it. It ended up 1” in diameter and 8” long.
I can now say this billet was way too big for hand hammering. At least that’s what my arm is telling me. I can’t wait for my press to get here.
Here is a preview of my plan for making the guard.
I plan to drill a 1/4” hole in the billet then mill a slot to the end to create the wings of the guard. I’ll then spread these out and forge them over a pipe to create the arch on the front of the guard. Once that is done, I’ll tack weld the guard to the pipe, cut the guard off the billet and mill the end square. Last, I’ll drill a center hole and mill for the tang.
All plans may change at any moment during this process as this plan sounds too good to work out right.
Gene Kimmi
KNIFE MAKER
I've been working on the guard this weekend. I ended up drilling a few holes in the billet, then grinding the slot.

Here it is after forging to shape.

From here, I milled the bottom and top of the guard.



Next, I milled some lines on the side and arms of the guard to use as reference lines as I ground the guard to finished shape.

Here you can see the lines as I got close to final shape.

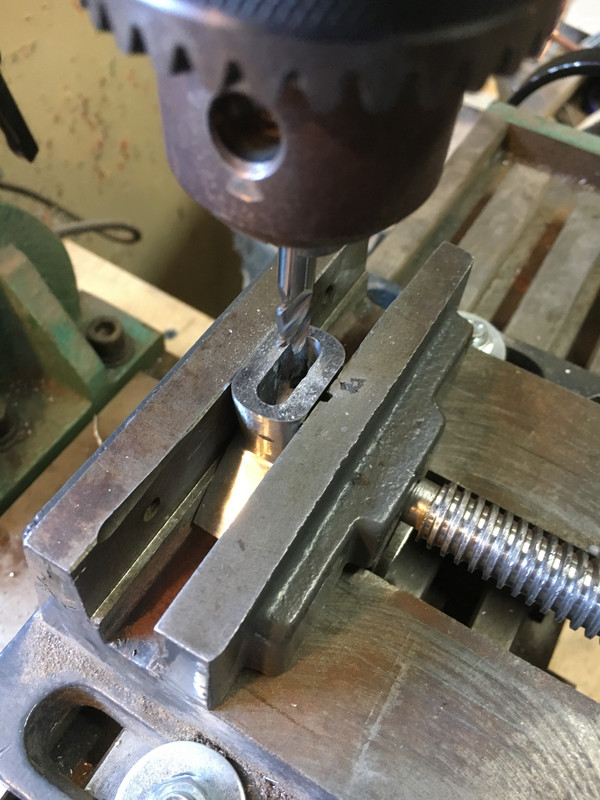
Milling the guard slot on the front of the guard.

On the back of the guard, I mill it out larger than the tang so I won't have as much to file when final fitting the guard.
This is as far as I will take the guard until everything is heat treated.

Here it is after forging to shape.
From here, I milled the bottom and top of the guard.
Next, I milled some lines on the side and arms of the guard to use as reference lines as I ground the guard to finished shape.
Here you can see the lines as I got close to final shape.
Milling the guard slot on the front of the guard.
On the back of the guard, I mill it out larger than the tang so I won't have as much to file when final fitting the guard.
This is as far as I will take the guard until everything is heat treated.
Gene Kimmi
KNIFE MAKER
After rough shaping the pommel, I took it to a buddy's house to turn it on his lathe. We turned it down to the largest diameter, then used a parting cutter to make a groove that I will file the flute into.

Next, we turned the end of the pommel down.


The last bevel is cut.

Here I put the pommel in the mini mill and used a file to cut the flute in.

Sanding.

Now a quick etch.

Pretty pleased with how it's looking so far.

Next, we turned the end of the pommel down.
The last bevel is cut.
Here I put the pommel in the mini mill and used a file to cut the flute in.
Sanding.
Now a quick etch.
Pretty pleased with how it's looking so far.
Gene Kimmi
KNIFE MAKER
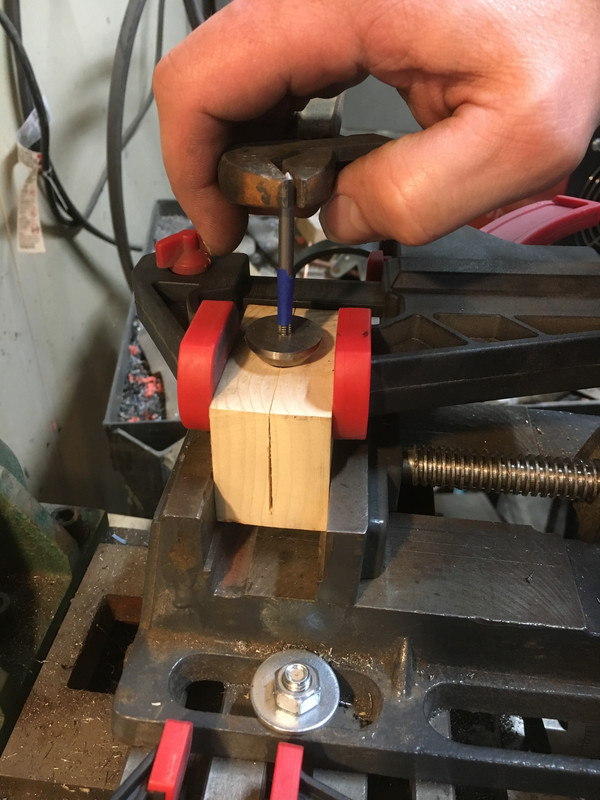
Tonight, I made a wood clamping fixture to hold the pommel so I could drill and tap it. I cut a slot in a piece of 2 x 4 with the band saw, drilled a 3/8" hole and then a 1/2" shallower hole. The 3/8" hole centered the pommel while the 1/2" hole held the piece.



After drilling the hole, I tapped the hole for an 8/32 thread.
Next, I'll heat treat everything then thread the tang.
After drilling the hole, I tapped the hole for an 8/32 thread.
Next, I'll heat treat everything then thread the tang.
Are you using a drill press for milling purposes? I've always thought about that for small jobs but wasn't sure how well it would workLooking good ! I did cringe though when I saw that end mill chucked up in a 3 jaw drill chuck rather than a collette.
Gene Kimmi
KNIFE MAKER
Are you using a drill press for milling purposes? I've always thought about that for small jobs but wasn't sure how well it would work
I'm using a mini mill on this project. On light milling, I'll use end mills in the drill chuck. If I have heavier milling to do, I go to my bigger mill and use collets.
When using a drill press to mill, the biggest problem is the play in the quill that most drill presses have.
AkWildman
Well-Known Member
I knew it was a mill due to the colum in the background, I just never put a end mill in a drill chuck for fear of galling it as I've galled plenty of drill bits. I'm just a chicken when it comes to doing it. Anyway great wip and looking forward to seeing more .I'm using a mini mill on this project. On light milling, I'll use end mills in the drill chuck. If I have heavier milling to do, I go to my bigger mill and use collets.
When using a drill press to mill, the biggest problem is the play in the quill that most drill presses have.
Gene Kimmi
KNIFE MAKER
Got a little grinding done tonight. I have always ground my bevels freehand, but decided to use my file guide on this blade.
Here it is after 60 grit.

I stopped at 400 grit on the grinder.

Had to do a quick etch to see what the pattern looked like. I'll take it!

The fittings are sanded and ready to final etch. I had a lot of filing and sanding to do on the guard.

I'm hoping to get the blade hand sanded and the guard fit to the blade this weekend, but I have some cabinet work to get done first.
Here it is after 60 grit.
I stopped at 400 grit on the grinder.
Had to do a quick etch to see what the pattern looked like. I'll take it!
The fittings are sanded and ready to final etch. I had a lot of filing and sanding to do on the guard.
I'm hoping to get the blade hand sanded and the guard fit to the blade this weekend, but I have some cabinet work to get done first.
Sean Jones
Well-Known Member
Looking really good!
Gene Kimmi
KNIFE MAKER
Thanks guys. I appreciate the compliments.
I made quite a bit of progress today. I got the guard fit to the blade. I have to admit, after I posted the design picture of this knife, I almost changed the shape of the guard. Round front guards really suck trying to get a good fit. I'm glad I left it in the design.


After final sanding of the blade, I started on the handle. I forgot to take pictures of this process. I lay out the shape of the tang on the block, then drill it out on the drill press. I've been lucky to be able to do everything with a drill bit and get a tight fit.


To tighten everything down, I use an 8/32 screw and make a slot in the tang. I grind the head of the screw to fit tight in the slot in the handle. The head of the screw is ground to a rectangle shape, 3/16" X 1/4". The slot in the handle is 3/16".

Next, I started shaping the handle. I want to have a museum/heirloom fit on the handle to the guard and pommel, so I used a piece of 16 guage copper wire to wrap around the fittings, then filed the handle down to the copper wire. I've heard of wrapping tape around the fittings then filing to it, but I thought the copper wire worked well.

I made quite a bit of progress today. I got the guard fit to the blade. I have to admit, after I posted the design picture of this knife, I almost changed the shape of the guard. Round front guards really suck trying to get a good fit. I'm glad I left it in the design.
After final sanding of the blade, I started on the handle. I forgot to take pictures of this process. I lay out the shape of the tang on the block, then drill it out on the drill press. I've been lucky to be able to do everything with a drill bit and get a tight fit.
To tighten everything down, I use an 8/32 screw and make a slot in the tang. I grind the head of the screw to fit tight in the slot in the handle. The head of the screw is ground to a rectangle shape, 3/16" X 1/4". The slot in the handle is 3/16".
Next, I started shaping the handle. I want to have a museum/heirloom fit on the handle to the guard and pommel, so I used a piece of 16 guage copper wire to wrap around the fittings, then filed the handle down to the copper wire. I've heard of wrapping tape around the fittings then filing to it, but I thought the copper wire worked well.
Sean Jones
Well-Known Member
That's looking might fine!
Gene Kimmi
KNIFE MAKER
Tonight I finished shaping the handle, sanded and buffed it. I did a quick etch on the guard, pommel and blade so I could put it together and see how it looked.



I'll finish etching it, then do a coffee etch on it, then final assembly with epoxy. I ordered some black leather from Springfield leather for the sheath.
I'll finish etching it, then do a coffee etch on it, then final assembly with epoxy. I ordered some black leather from Springfield leather for the sheath.