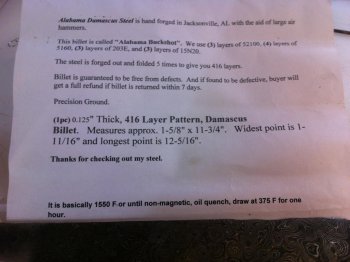
Hello all, I've got a carving knife profiled using a billet of Alabama Damascus I purchased at Blade this year. Just now getting around to making the wife her carving knife. I've looked all over the Alabama Damascus website and can not find any HT'ing info. I do remember getting a pamphlet at the time, but that's paper and it got lost. I read on their website the composition is:
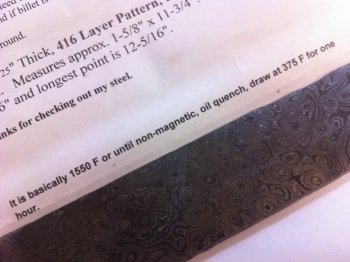
Material = (4) layers 5160, (3) layers 203E, (3) layers 52100, (3) layers 15N20 folded 5 times for 416 layer damascus
I was surprised at using 4 difference alloys - doesn't seem like those alloys really go together for a pattern welded steel, and 203E is a low carbon alloy for pressure vessels.
Based on the 4 layers of 5160 I would expect to heat in oven to about 1525ºF for 10 minutes or so (or does it need longer for carbon to get fully soaked?), then quench in 125ºF canola oil (only oil I've got).
Does Alabama Damascus benefit from normalizing? Heat to 1575ºF and allow to air cool?
I've read Alabama Damascus has a tendency to warp on quench, so I'm concerned about this long thin blade. 1" wide, .100" thick and tapered to .060" at tip and is 14" long. Would quenching for 10 (longer? Less?) seconds in oil, then clamping between aluminum plates help prevent warp?
Lot of questions here, but as I've researched HT'ing today I'm more confused than ever.
Thanks to all for any help,
Ken H>
Material = (4) layers 5160, (3) layers 203E, (3) layers 52100, (3) layers 15N20 folded 5 times for 416 layer damascus
I was surprised at using 4 difference alloys - doesn't seem like those alloys really go together for a pattern welded steel, and 203E is a low carbon alloy for pressure vessels.
Based on the 4 layers of 5160 I would expect to heat in oven to about 1525ºF for 10 minutes or so (or does it need longer for carbon to get fully soaked?), then quench in 125ºF canola oil (only oil I've got).
Does Alabama Damascus benefit from normalizing? Heat to 1575ºF and allow to air cool?
I've read Alabama Damascus has a tendency to warp on quench, so I'm concerned about this long thin blade. 1" wide, .100" thick and tapered to .060" at tip and is 14" long. Would quenching for 10 (longer? Less?) seconds in oil, then clamping between aluminum plates help prevent warp?
Lot of questions here, but as I've researched HT'ing today I'm more confused than ever.
Thanks to all for any help,
Ken H>
Last edited: