Bruce Bump
Forum Owner-Moderator
I can't stand it anymore, I've got to post a WIP on something.
Our own KnifeDog Laurence sent me a Harley primary chain and wanted me to forge it into a billet. Actually he had a Harley drive chain but I knew from experience that it would give me trouble with all the chain lube, rust and dirt inside the rollers. I talked him into finding a "primary drive" chain. The primary chain on a Harley spends it entire life in a oiled clean environment and can be forge welded very nicely.
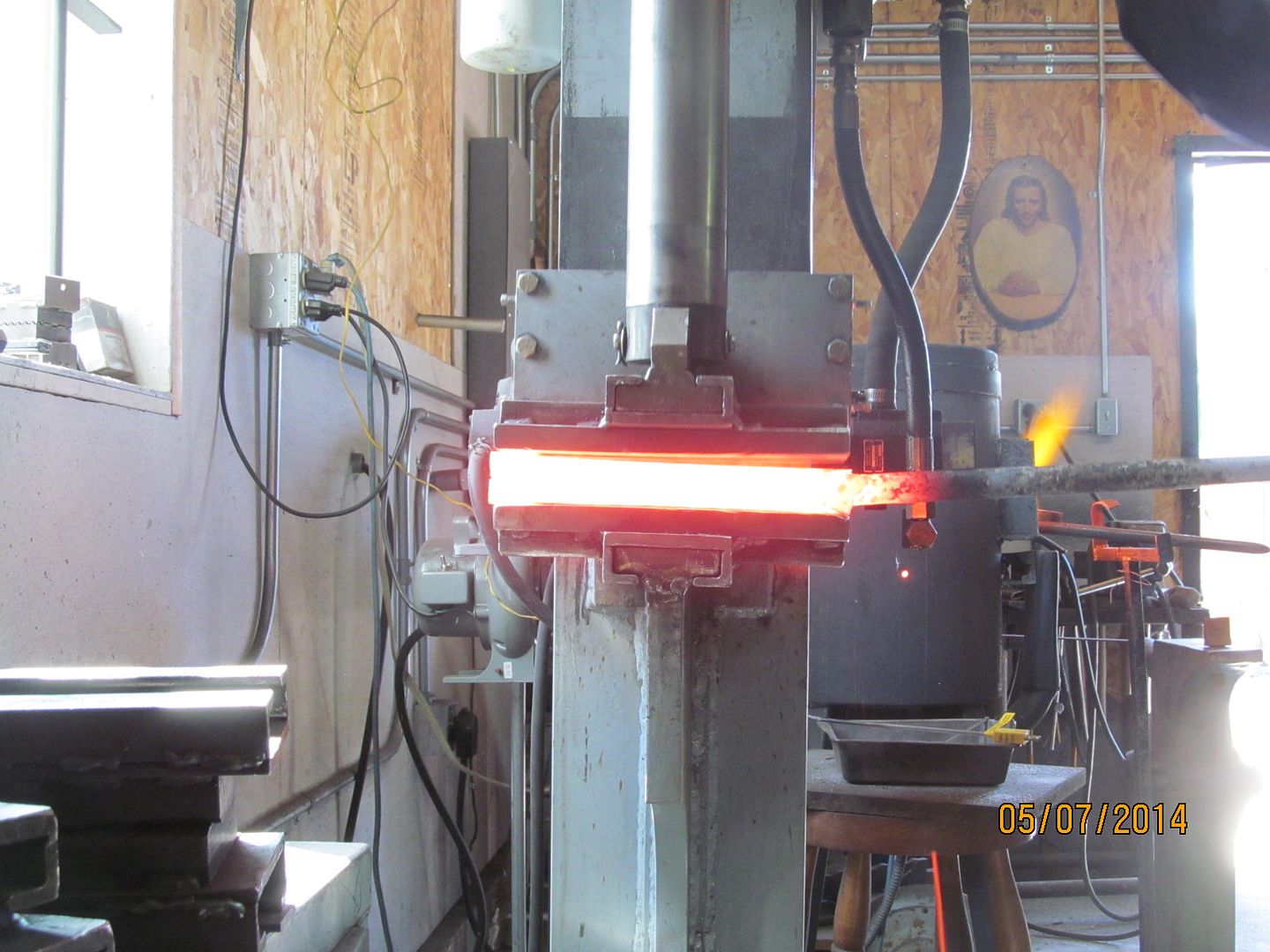
The problem with forge welding chain is the voids between the plates. I like to fill those voids with powder metal so making a canister is necessary to contain everything.
The chain needs to be cut to be dropped down into the canister. Just cut it across anywhere with a chop saw. A band saw won't even touch it as this thing is hardened.
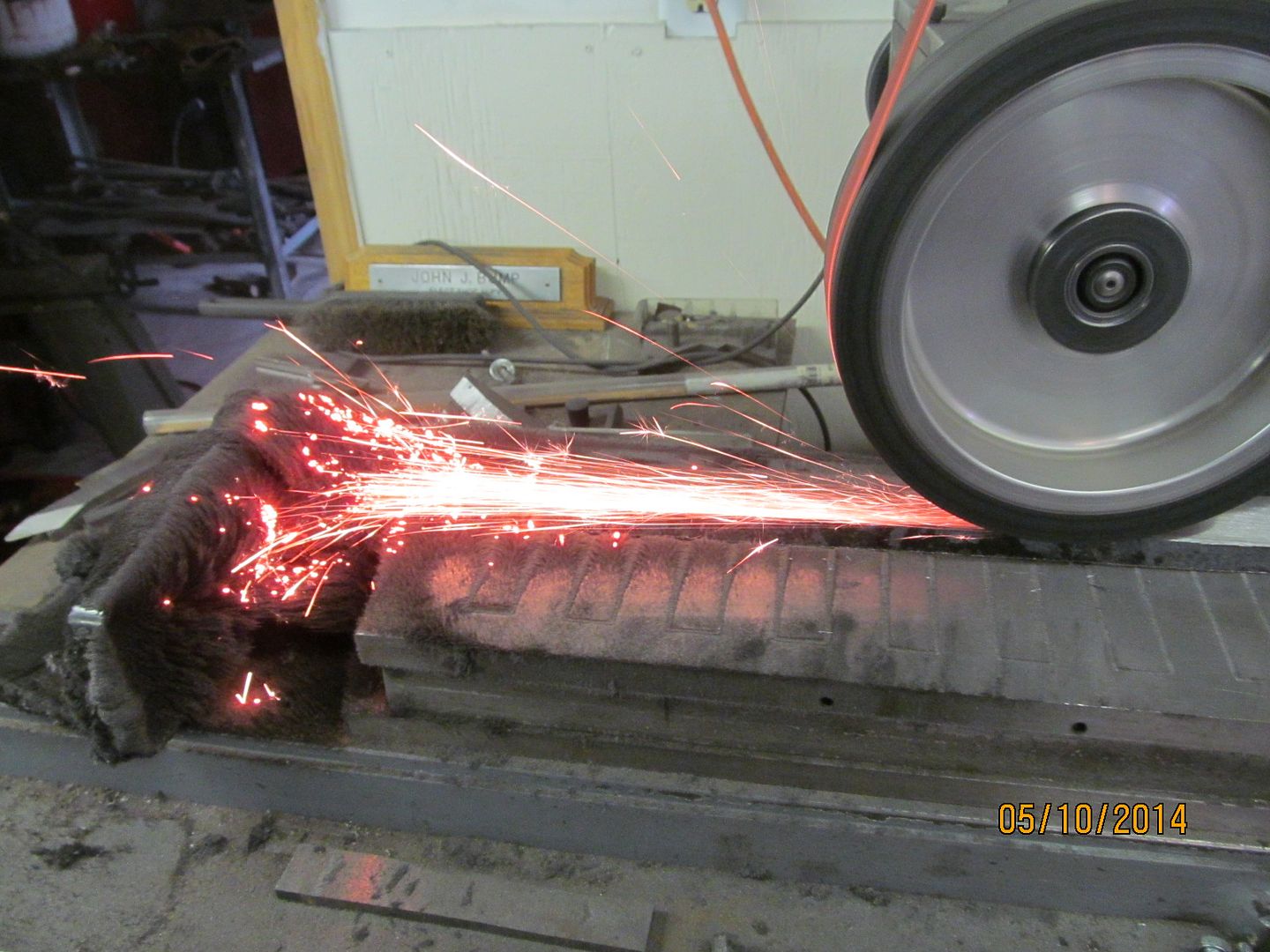
I found a thin wall square tubing will work just fine for the canister. The thinnest I could buy was only .063" and worked great. A thick tubing isn't needed as it will need to be ground away later, the thin wall tubing is much easier to grind off. Luckily the chain is just under 1 1/4" so a 1 1/4" square tube fits nearly perfect.
More to come,
Our Daughter Krista and Benton had a baby boy yesterday and I need to run up there. Please come back later and see some shots of this HD Chain process. Its pretty cool I think.
Our own KnifeDog Laurence sent me a Harley primary chain and wanted me to forge it into a billet. Actually he had a Harley drive chain but I knew from experience that it would give me trouble with all the chain lube, rust and dirt inside the rollers. I talked him into finding a "primary drive" chain. The primary chain on a Harley spends it entire life in a oiled clean environment and can be forge welded very nicely.
The problem with forge welding chain is the voids between the plates. I like to fill those voids with powder metal so making a canister is necessary to contain everything.
The chain needs to be cut to be dropped down into the canister. Just cut it across anywhere with a chop saw. A band saw won't even touch it as this thing is hardened.
I found a thin wall square tubing will work just fine for the canister. The thinnest I could buy was only .063" and worked great. A thick tubing isn't needed as it will need to be ground away later, the thin wall tubing is much easier to grind off. Luckily the chain is just under 1 1/4" so a 1 1/4" square tube fits nearly perfect.
More to come,
Our Daughter Krista and Benton had a baby boy yesterday and I need to run up there. Please come back later and see some shots of this HD Chain process. Its pretty cool I think.
")