Kevin R. Cashen
Super Moderator
Hardening I
The Soak
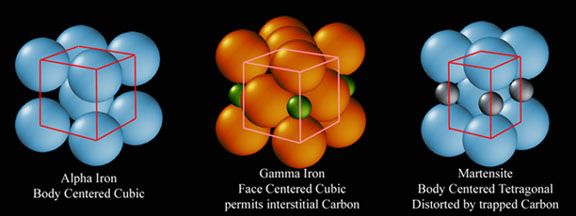
As we covered in the initial thread Basics-of-heat-treating, heat treatment of steel is merely a matter of rearranging carbon in iron in order to achieve our desired effects by where it is placed and temperature is our tool in doing that. But temperatures partner is time, in fact while not entirely in proportion in the power of its effects (temperature is infinitely more powerful) time can often take the place of temperature. One can move carbon a given distance it a few seconds with a higher temperature or in many minutes with a lower temperature. In hardening, the goal is to move enough carbon into solution to saturate the iron and then trap it there for the maximum wheel chocking effect that it will have on the movement of iron atoms, thus greatly strengthening the steel.
To accomplish this, carbon will need to be freed from its bonded carbide form separating it from the iron. It will then need to be diffused through the iron to create the solid solution known as austenite. The breaking of the carbide bonds will require temperature but the even distribution of it throughout the iron will require time. Over this time at temperature more carbon atoms will be stripped from the carbide and diffused into the iron, making the carbide groupings smaller. With simple carbon steels like 1084 or 1095 the carbide is simple iron carbide (known as cementite) with bonds that are rather easy to break at 1335F and so temperatures and times are not as extreme. But other alloying elements form much tighter bonds and much harder carbides, requiring more time or temperature to free and move the carbon into position. So the more complex the steel is that you are using, the more time or temperature will need to be applied to achieve the appropriate solution for a successful hardening.
Carbon can determine how hard a steel can get but it cannot change how easily a quench can bring this hardness about, that is up to the alloying and conditions within the steel. As one moves up from .5% Carbon to the magic number of .8%, maximum hardness (which we will describe with the Rockwell scale) increases on a very steady climb from perhaps 55HRC to around 62HRC where it begins to level out at .60% carbon and the hardness begins to approach a point of diminishing returns from carbon content alone. At .8% the saturation level results in a maximum of 65 to 66 HRC. This hardness limit is the result of the austenite becoming fortified by too much carbon and resisting transformation into the hard stuff that we will want in the quench, a condition known as retained austenite. Thus it should be realized that any carbon over .8% need not, and indeed should not, be brought into solution, but kept in finely dispersed and extremely hard carbides . 1080 can use all of its carbon in the solution but 1095 should not, or it could actually loose hardness. This is why you will notice that the recommended soak temperature for 1080 is as high as 1500F but 1095 is limited to 1475F.
Alloying has an even more profound effect on the outcome by locking up carbon in the carbide form and then giving us nasty surprises should we overheat and release it. O-1 with all of its carbides will behave quite similarly to 1084 if not soaked properly to release its hidden potential, but will suddenly give miserable results if overheated to the point that all the carbon is unleashed, it may be easy to quench but in the hands of one ill prepared for this it will not be much better than 1084 but at three times the price. Thus are the intricacies of temperature and the importance of time in the soak.
How long to soak
We can easily obtain information on recommended soak temperatures for each steel, but soak times seem to be more elusive, this is because it is rather relative. The size and distribution of carbides before the soak will determine how long it will take to dissolve them and move the carbon into the space between them. Heavy and widely spaced carbides are going need time, while fine pearlite will be rather quick to go into solution. Regardless of the steel, what you did to it in normalizing and annealing will have the most effect on how long it needs to soak. While some steel, such as 1084 do not make a soak as critical, any steel can benefit from time at temperature just in assuring an even and thorough solution. You can soak too little but as long as you have a tight control on the temperature it takes quite a bit to soak too long. The prior grain boundaries are often defined by the undissolved material that rests within them, thus their size will not change much until that material is gone at what can be described as the grain coarsening temperature. So long as the soak is held below this temperature steel can be soaked for hours with no change in grain size, the long dreaded grain growth in soaking is only an imagined bogeyman so long as you have control of temperature. With more alloying there can be more time added, so 1084 may be good to go with only five minutes but O-1 may need twice as much if fully spheroidized.
In time considerations it must also be considered that the steel will require a given amount of time to simply assume its surrounding temperature. Steel heated in uncontrolled heat sources may come to critical temp in just minute because the surrounding temperature is hundreds of degrees hotter, but in a controlled oven or forge, held at precisely 1475F, the blade will be observed to assume the same temperature over many minutes. The soak time should be counted at the point that the blade reaches the proper temperature, so one can see how soaking can involve much more time in the heat than originally expected.
Problems in soaking
Just as the desired effects of carbon in solution are a matter of time at temperature so, unfortunately, are some undesirable issues that can arise. The two most common are often confused or lumped together when in fact they are quite different and even, at times, in opposition.
Scaling:
The most obvious sign of holding steel at high temperatures is the annoying layer of thin black scale that forms on the outside of the piece. This scale can be a pain to remove and leaves the surface underneath mottled, further complicating the cleaning and polishing process. Scale can also interfere with an even and consistent quench. This obnoxious scale is iron oxide and is the result of the 21% oxygen that is available in the air readily combining with the iron in the steel. Think of it as superheated rust, and indeed of rust could form as fast without the heat it would be thicker layers as well.
The most obvious way to avoid scale it is to limit the amount of exposure the steel has to the atmospheric oxygen; this is done in many ways ranging from coating the steel to eliminating the atmosphere from the oven. Coating the blade is accomplished by many of the readily available anti-scale compounds which are sprinkled onto, and melt over, the surface of the blade. A similar effect can be had by wrapping the blade in stainless steel foil to shield it from the atmosphere; a small piece of paper added to the envelope can further eliminate any residual oxygen.
Industrial methods of dealing with scale involve purging the atmosphere of the oven itself. This can be done by either replacing the air with an inert gas or by vacuum procedure. We will assume the latter is beyond the means of the average home knifemaker and focus instead on replacing the troublesome oxygen. The easiest way for the DIY heat treater to purge excess oxygen is to use a gas fired oven or forge and simply change the fuel to air mixture to a carburizing or reducing flame in which all excess oxygen is consumed. Kilns can be outfitted with purge systems that can pump argon or similar gasses into the heating chamber but the aforementioned gas fire adjustment is much more simple and economical.
Decarb:
By far the more insidious and ubiquitous problem from atmospheric effects on hot steel is decarburization. This is the actual loss of carbon from the steel to the atmosphere and while it is all but invisible to the naked eye when compared to scale it is a far greater threat to the finished blade because it is actually robbing you of the chemistry you so carefully chose for your steel. It is a very common mistake to confuse scale with decarb but, as previously mentioned, they are two entirely different issues, in fact there are times when scale can counter decarb by removing iron at an equal or greater rate than the carbon loss.
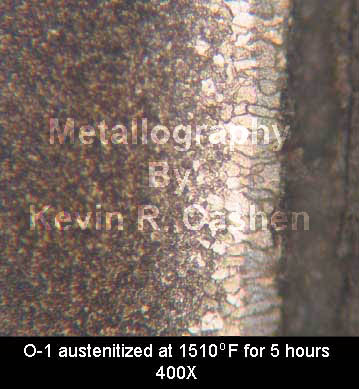
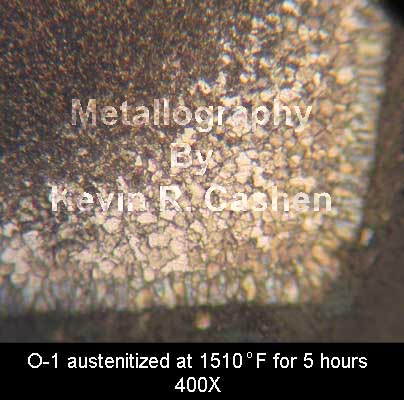
The above images show a band of total decarb (ferrite) as the pure white line of grains just under the surface. The darker line of particles on the outer surface is oxide. The diffuse area inside the total decarb is a gradient with a lack of overall carbon. Notice the deeper, three dimensional penetration shown the corner piece, a condition worth remembering when dealing with a knife edge.
Decarb is a much more complicated process than the rather straight forward scaling and oxidizing of iron, and has many more atmospheric considerations that make the mere reduction of oxygen an over simplification. Things such as atmospheric moisture and the chemistry of the steel itself can have profound effects on the issue regardless of the oxygen levels. Of more concern than total decarburization is partial loss of carbon. With total decarburization one can immediately identify the problem and deal with it, but with partial decarburization the very edge of your knife may only be working with a percentage of the carbon that you so carefully chose your steel for, while still exhibiting signs of successful hardening. Perhaps the best way to deal with decarb is to be aware of the threat and plan for it in your process. Carbon is removed at the interface of the steel and the atmosphere and thus creates a decarburized skin that requires more time to penetrate deeper into your blade. This skin is typically between .003” and .005” and can most easily be dealt with by simply removing that amount during post heat treat cleanup. This is the most practical way to deal with it rather than the average knifemaker attempting to deal with the myriad of atmospheric considerations. Do be aware that this is a three dimensional problem so the effects will be amplified at outside corners and the edge itself.
Recommended reading on this topic: “Heat Treater’s Guide” by ASM, “Tool Steels Simplified” by Palmer and Luerssen (this book has the most detailed information regarding furnace atmospheres and the consequences)
For information on processing of some of the most common simple steels used by knifemakers I also have these pages at my website:
http://www.cashenblades.com/heattreatment.html you will find a description of the various heat treating processes, but at the bottom of the page you will see a columnar list of common steels, clicking on those steels will give a page with all the compiled information on the various operations and temperatures along with charts and other information. I hope this is helpful to anybody who can use it.[/i]
If this post, and the resulting thread, has information that you feel is useful enough to be linked to in the sticky index at the top of the page you may indicate that by voting in the pole. If you feel the information, or resulting thread, is not helpful, productive, or positive enough for all visitors to benefit from, do feel free to indicate that with a “no” vote in the pole. Both opinions will be regarded with equal value in ensuring only the best information is highlighted in this forum.
The Soak
As we covered in the initial thread Basics-of-heat-treating, heat treatment of steel is merely a matter of rearranging carbon in iron in order to achieve our desired effects by where it is placed and temperature is our tool in doing that. But temperatures partner is time, in fact while not entirely in proportion in the power of its effects (temperature is infinitely more powerful) time can often take the place of temperature. One can move carbon a given distance it a few seconds with a higher temperature or in many minutes with a lower temperature. In hardening, the goal is to move enough carbon into solution to saturate the iron and then trap it there for the maximum wheel chocking effect that it will have on the movement of iron atoms, thus greatly strengthening the steel.
To accomplish this, carbon will need to be freed from its bonded carbide form separating it from the iron. It will then need to be diffused through the iron to create the solid solution known as austenite. The breaking of the carbide bonds will require temperature but the even distribution of it throughout the iron will require time. Over this time at temperature more carbon atoms will be stripped from the carbide and diffused into the iron, making the carbide groupings smaller. With simple carbon steels like 1084 or 1095 the carbide is simple iron carbide (known as cementite) with bonds that are rather easy to break at 1335F and so temperatures and times are not as extreme. But other alloying elements form much tighter bonds and much harder carbides, requiring more time or temperature to free and move the carbon into position. So the more complex the steel is that you are using, the more time or temperature will need to be applied to achieve the appropriate solution for a successful hardening.
Carbon can determine how hard a steel can get but it cannot change how easily a quench can bring this hardness about, that is up to the alloying and conditions within the steel. As one moves up from .5% Carbon to the magic number of .8%, maximum hardness (which we will describe with the Rockwell scale) increases on a very steady climb from perhaps 55HRC to around 62HRC where it begins to level out at .60% carbon and the hardness begins to approach a point of diminishing returns from carbon content alone. At .8% the saturation level results in a maximum of 65 to 66 HRC. This hardness limit is the result of the austenite becoming fortified by too much carbon and resisting transformation into the hard stuff that we will want in the quench, a condition known as retained austenite. Thus it should be realized that any carbon over .8% need not, and indeed should not, be brought into solution, but kept in finely dispersed and extremely hard carbides . 1080 can use all of its carbon in the solution but 1095 should not, or it could actually loose hardness. This is why you will notice that the recommended soak temperature for 1080 is as high as 1500F but 1095 is limited to 1475F.
Alloying has an even more profound effect on the outcome by locking up carbon in the carbide form and then giving us nasty surprises should we overheat and release it. O-1 with all of its carbides will behave quite similarly to 1084 if not soaked properly to release its hidden potential, but will suddenly give miserable results if overheated to the point that all the carbon is unleashed, it may be easy to quench but in the hands of one ill prepared for this it will not be much better than 1084 but at three times the price. Thus are the intricacies of temperature and the importance of time in the soak.
How long to soak
We can easily obtain information on recommended soak temperatures for each steel, but soak times seem to be more elusive, this is because it is rather relative. The size and distribution of carbides before the soak will determine how long it will take to dissolve them and move the carbon into the space between them. Heavy and widely spaced carbides are going need time, while fine pearlite will be rather quick to go into solution. Regardless of the steel, what you did to it in normalizing and annealing will have the most effect on how long it needs to soak. While some steel, such as 1084 do not make a soak as critical, any steel can benefit from time at temperature just in assuring an even and thorough solution. You can soak too little but as long as you have a tight control on the temperature it takes quite a bit to soak too long. The prior grain boundaries are often defined by the undissolved material that rests within them, thus their size will not change much until that material is gone at what can be described as the grain coarsening temperature. So long as the soak is held below this temperature steel can be soaked for hours with no change in grain size, the long dreaded grain growth in soaking is only an imagined bogeyman so long as you have control of temperature. With more alloying there can be more time added, so 1084 may be good to go with only five minutes but O-1 may need twice as much if fully spheroidized.
In time considerations it must also be considered that the steel will require a given amount of time to simply assume its surrounding temperature. Steel heated in uncontrolled heat sources may come to critical temp in just minute because the surrounding temperature is hundreds of degrees hotter, but in a controlled oven or forge, held at precisely 1475F, the blade will be observed to assume the same temperature over many minutes. The soak time should be counted at the point that the blade reaches the proper temperature, so one can see how soaking can involve much more time in the heat than originally expected.
Problems in soaking
Just as the desired effects of carbon in solution are a matter of time at temperature so, unfortunately, are some undesirable issues that can arise. The two most common are often confused or lumped together when in fact they are quite different and even, at times, in opposition.
Scaling:
The most obvious sign of holding steel at high temperatures is the annoying layer of thin black scale that forms on the outside of the piece. This scale can be a pain to remove and leaves the surface underneath mottled, further complicating the cleaning and polishing process. Scale can also interfere with an even and consistent quench. This obnoxious scale is iron oxide and is the result of the 21% oxygen that is available in the air readily combining with the iron in the steel. Think of it as superheated rust, and indeed of rust could form as fast without the heat it would be thicker layers as well.
The most obvious way to avoid scale it is to limit the amount of exposure the steel has to the atmospheric oxygen; this is done in many ways ranging from coating the steel to eliminating the atmosphere from the oven. Coating the blade is accomplished by many of the readily available anti-scale compounds which are sprinkled onto, and melt over, the surface of the blade. A similar effect can be had by wrapping the blade in stainless steel foil to shield it from the atmosphere; a small piece of paper added to the envelope can further eliminate any residual oxygen.
Industrial methods of dealing with scale involve purging the atmosphere of the oven itself. This can be done by either replacing the air with an inert gas or by vacuum procedure. We will assume the latter is beyond the means of the average home knifemaker and focus instead on replacing the troublesome oxygen. The easiest way for the DIY heat treater to purge excess oxygen is to use a gas fired oven or forge and simply change the fuel to air mixture to a carburizing or reducing flame in which all excess oxygen is consumed. Kilns can be outfitted with purge systems that can pump argon or similar gasses into the heating chamber but the aforementioned gas fire adjustment is much more simple and economical.
Decarb:
By far the more insidious and ubiquitous problem from atmospheric effects on hot steel is decarburization. This is the actual loss of carbon from the steel to the atmosphere and while it is all but invisible to the naked eye when compared to scale it is a far greater threat to the finished blade because it is actually robbing you of the chemistry you so carefully chose for your steel. It is a very common mistake to confuse scale with decarb but, as previously mentioned, they are two entirely different issues, in fact there are times when scale can counter decarb by removing iron at an equal or greater rate than the carbon loss.
The above images show a band of total decarb (ferrite) as the pure white line of grains just under the surface. The darker line of particles on the outer surface is oxide. The diffuse area inside the total decarb is a gradient with a lack of overall carbon. Notice the deeper, three dimensional penetration shown the corner piece, a condition worth remembering when dealing with a knife edge.
Decarb is a much more complicated process than the rather straight forward scaling and oxidizing of iron, and has many more atmospheric considerations that make the mere reduction of oxygen an over simplification. Things such as atmospheric moisture and the chemistry of the steel itself can have profound effects on the issue regardless of the oxygen levels. Of more concern than total decarburization is partial loss of carbon. With total decarburization one can immediately identify the problem and deal with it, but with partial decarburization the very edge of your knife may only be working with a percentage of the carbon that you so carefully chose your steel for, while still exhibiting signs of successful hardening. Perhaps the best way to deal with decarb is to be aware of the threat and plan for it in your process. Carbon is removed at the interface of the steel and the atmosphere and thus creates a decarburized skin that requires more time to penetrate deeper into your blade. This skin is typically between .003” and .005” and can most easily be dealt with by simply removing that amount during post heat treat cleanup. This is the most practical way to deal with it rather than the average knifemaker attempting to deal with the myriad of atmospheric considerations. Do be aware that this is a three dimensional problem so the effects will be amplified at outside corners and the edge itself.
Recommended reading on this topic: “Heat Treater’s Guide” by ASM, “Tool Steels Simplified” by Palmer and Luerssen (this book has the most detailed information regarding furnace atmospheres and the consequences)
For information on processing of some of the most common simple steels used by knifemakers I also have these pages at my website:
http://www.cashenblades.com/heattreatment.html you will find a description of the various heat treating processes, but at the bottom of the page you will see a columnar list of common steels, clicking on those steels will give a page with all the compiled information on the various operations and temperatures along with charts and other information. I hope this is helpful to anybody who can use it.[/i]
If this post, and the resulting thread, has information that you feel is useful enough to be linked to in the sticky index at the top of the page you may indicate that by voting in the pole. If you feel the information, or resulting thread, is not helpful, productive, or positive enough for all visitors to benefit from, do feel free to indicate that with a “no” vote in the pole. Both opinions will be regarded with equal value in ensuring only the best information is highlighted in this forum.
Last edited: