wmhammond
Well-Known Member
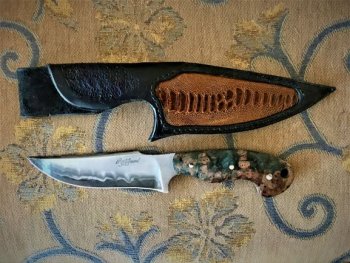
I have just completed my first laminated steel knife. I bought the 12" X 2" X 3/16" billet from Aldo and it has a 52100 core and an unknown SS outter surface. I am a stock remover not a forger so in order to develop a pattern in the underlying steel I heated the billet to forging temp, laid a round 1/4" screwdriver shaft on the blade and hammered on it concentrating on th bottom (blade) edge of the blade. Did the same thing on both sides. A pictire of the blade and the sheath I made to go with it is below and I think it turned out OK but I think I was hoping for more action in the "Hamon". Can anyone provide some suggestions about how to get more action on the blade during the heating and hammering process?