OK I had to re-temper the blade to arrive at 59rc hardness and the spring finally got down to 48rc after gradually raising the temperature and re-testing it every two hours. I'm happy with those numbers.
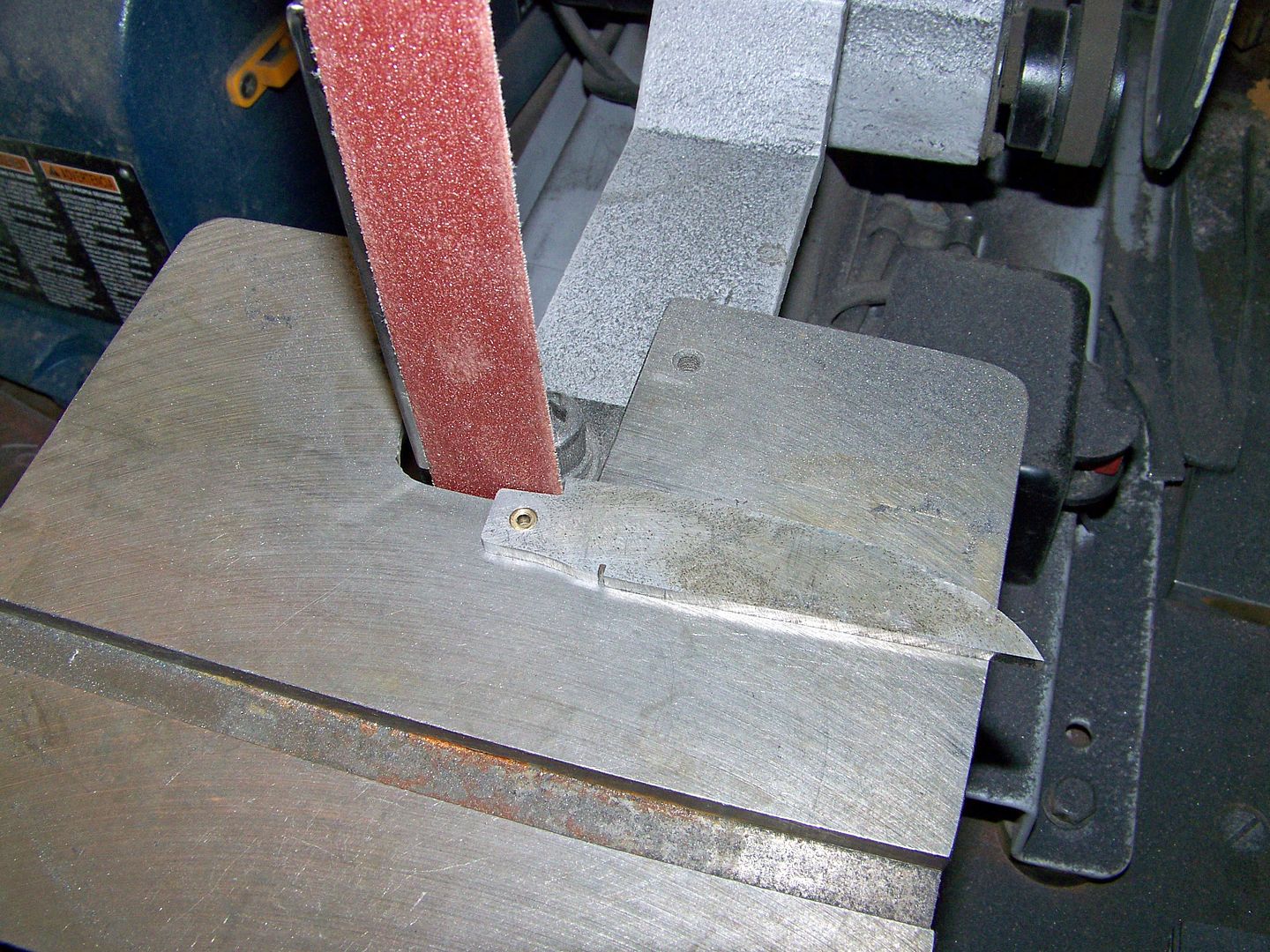
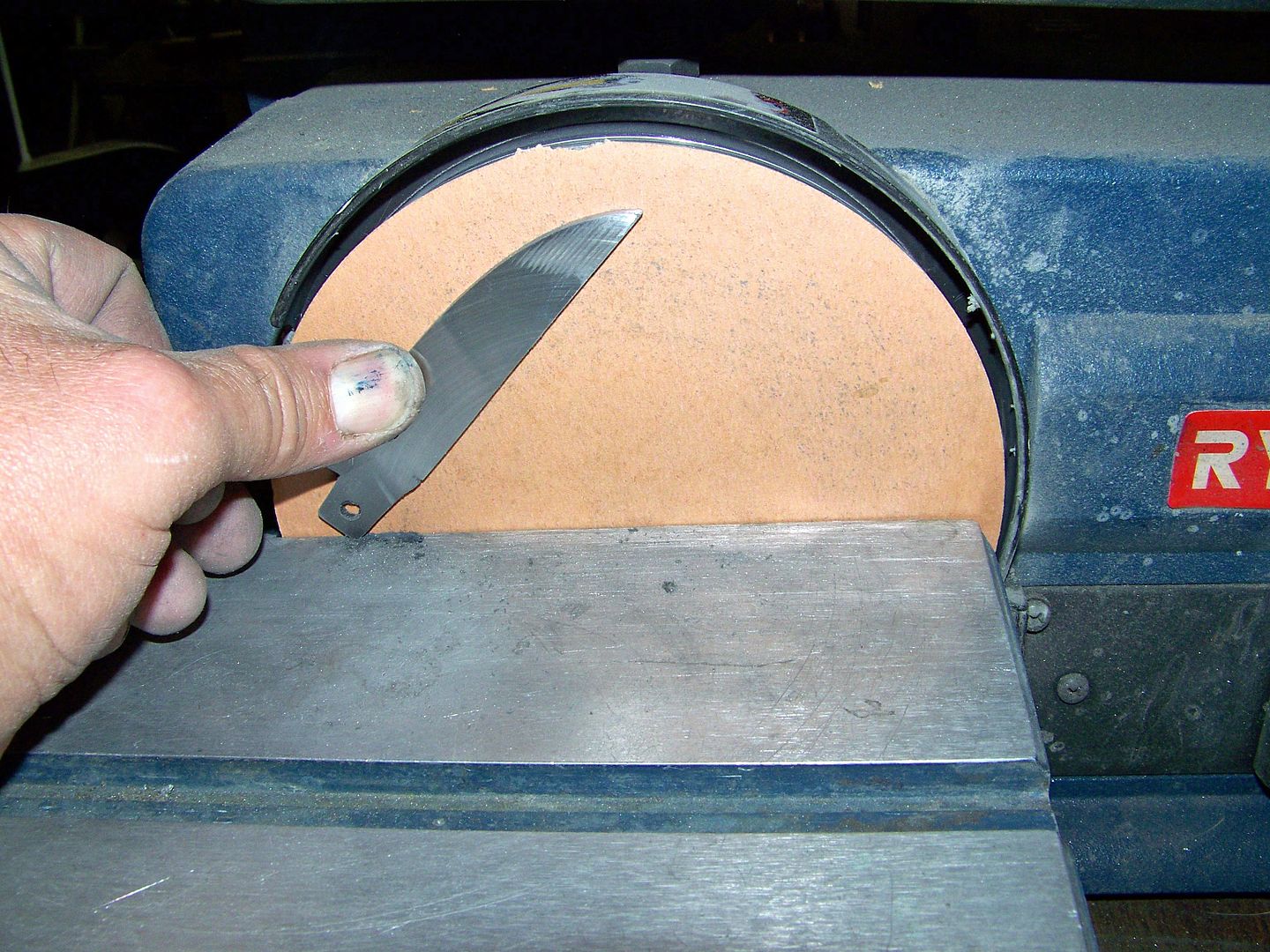
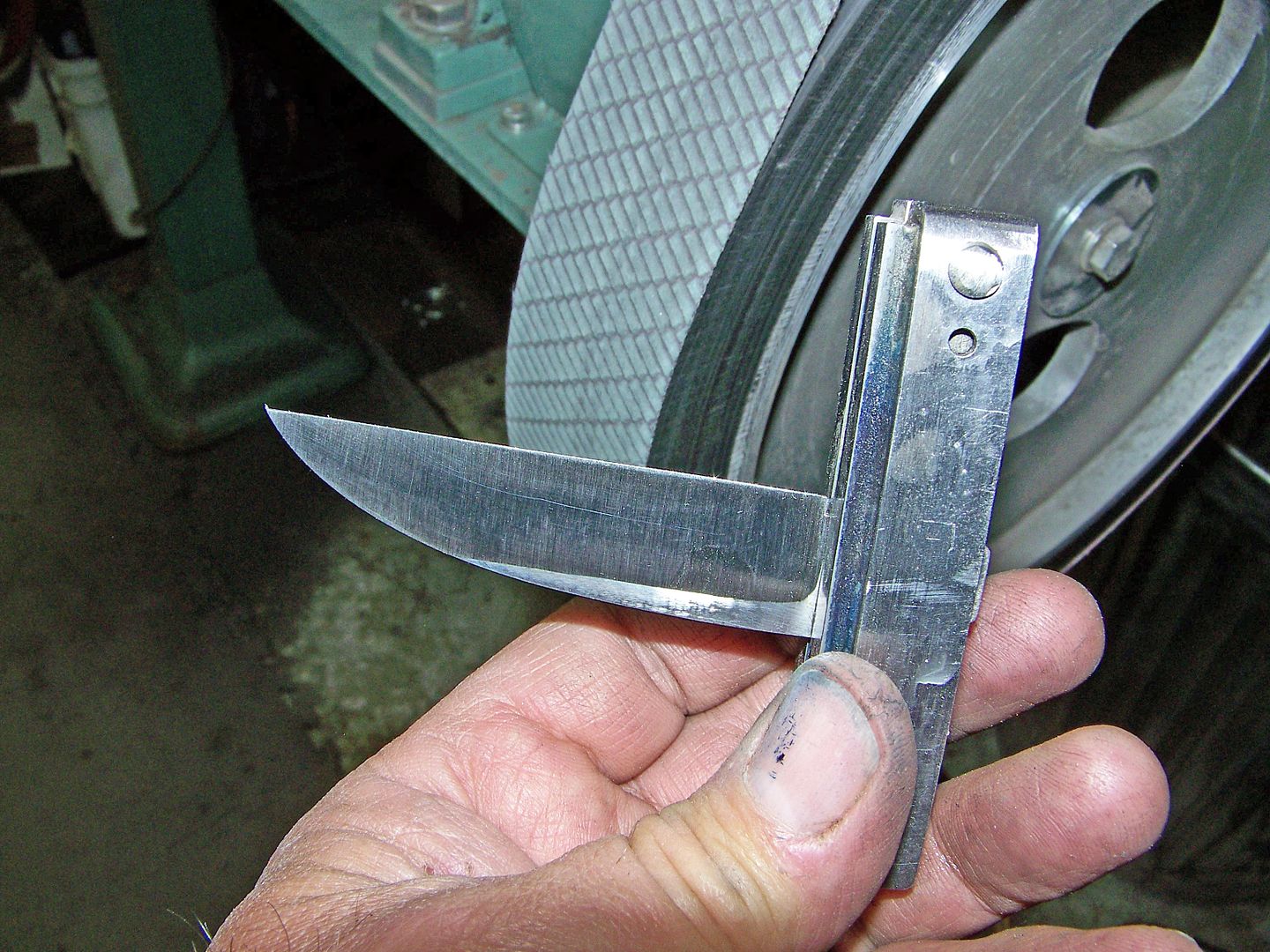
I finally tuned up the stainless templates good enough to use. I super glued them to the damascus blade and the spring and profiled them very close to the template. A new 36 belt takes material off fast without over heating them. Newer sharp belts need to be used to reduce chances of losing hardness from accidently overheating them. A dip bucket of water under the grinder is a must to prevent over heating and getting soft spots.
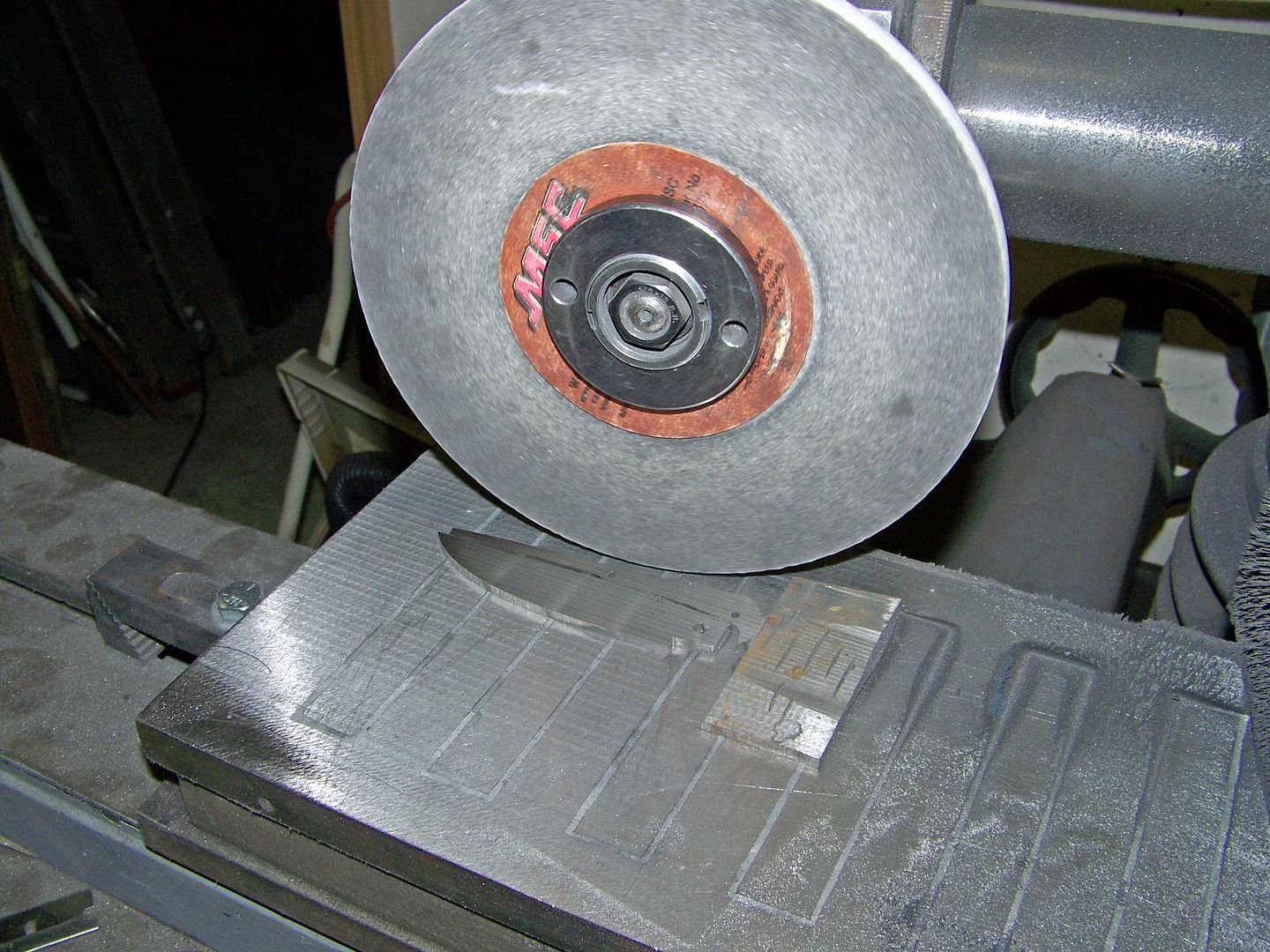
The tang/spring contact area needs to be straight and square. In fact everything needs to be ground square. It really pays to have a disc grinder even if its just an elcheapo like this Ryobi 6". It has a nice adjustable table and can be set to be perpendicular to the disc. I use a Delta 1" x 42" strip sander also. When you are within just a couple thousands of an inch it pays to have a foot control switch and a very fine grit disc and belt. Remember the precious "flush in all 3 positions"? The fine grit belt and disc will prevent over grinding.
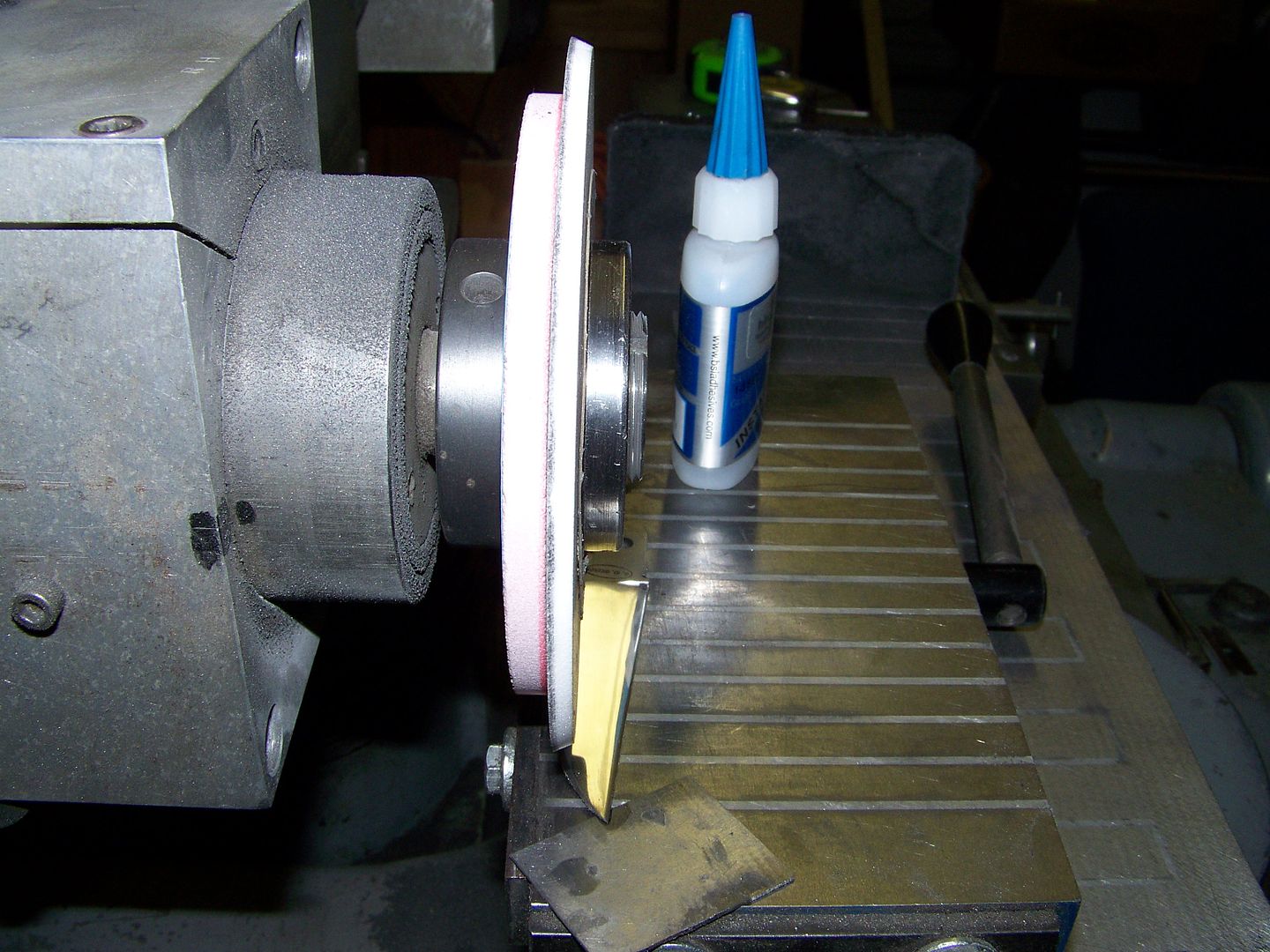
The blade and spring need to be the exact same thickness. The surface grinder isnt neccesary but I wouldnt be without one now. The thickness isnt really too important. This set is about .110" thick now.
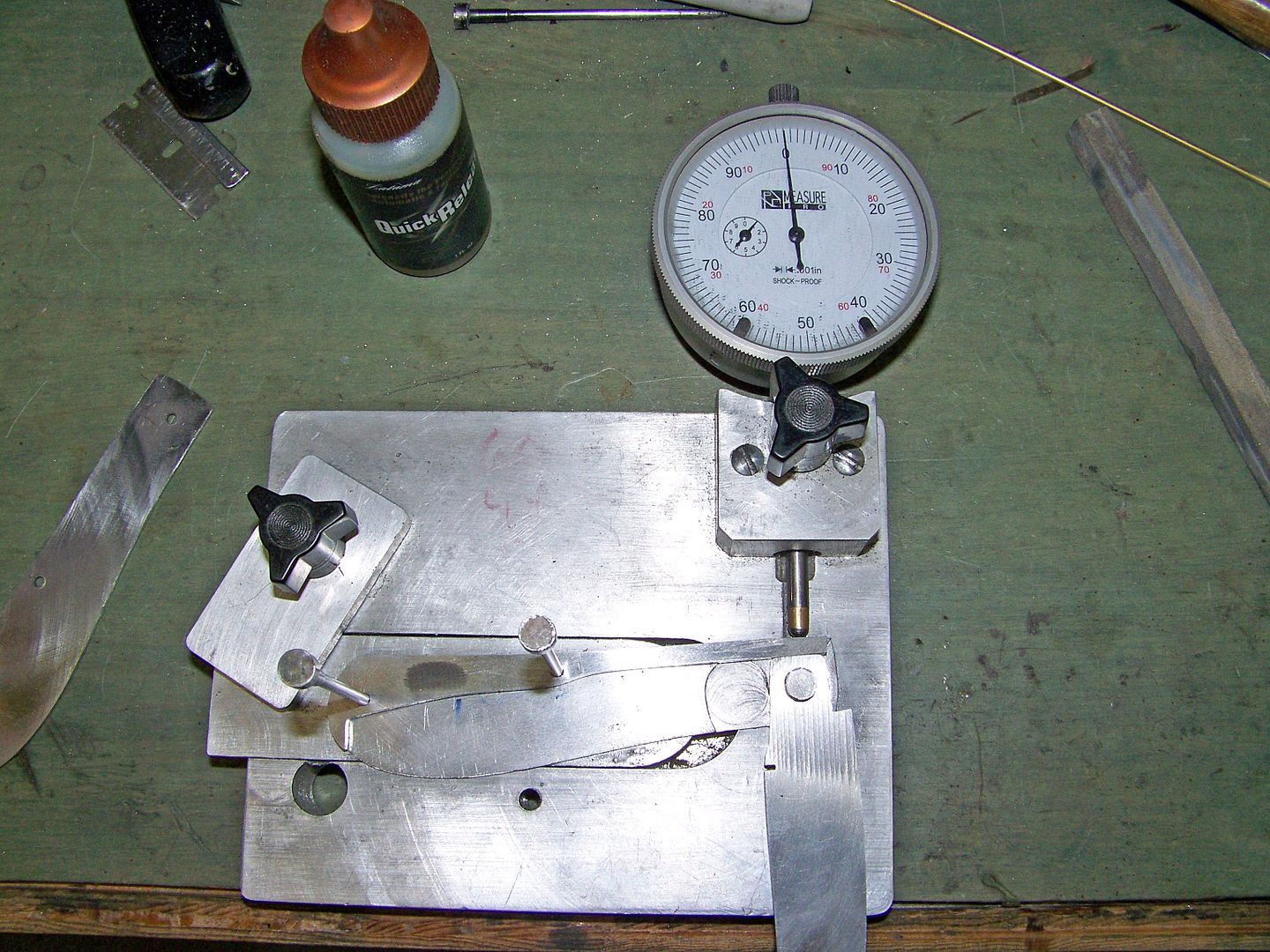
Place the left side liner, spring and blade in the dial indicator fixture. Make sure the spring is longer than the tang but shorter than the liner. The spring tip needs a slight angle and the blade stop also needs an angle so the contact area in the stop position is at the spine. I think its only about a 5 degree angle. I never measure it with a protractor actually but its important to give good contact area and still have no gap at the spine in the open position.
This is all going to be really hard to explain in words so we will get some good pictures and you will need to build or buy a fixture and follow along. It helped me alot to take apart a good fitting factory slipjoint to study it.
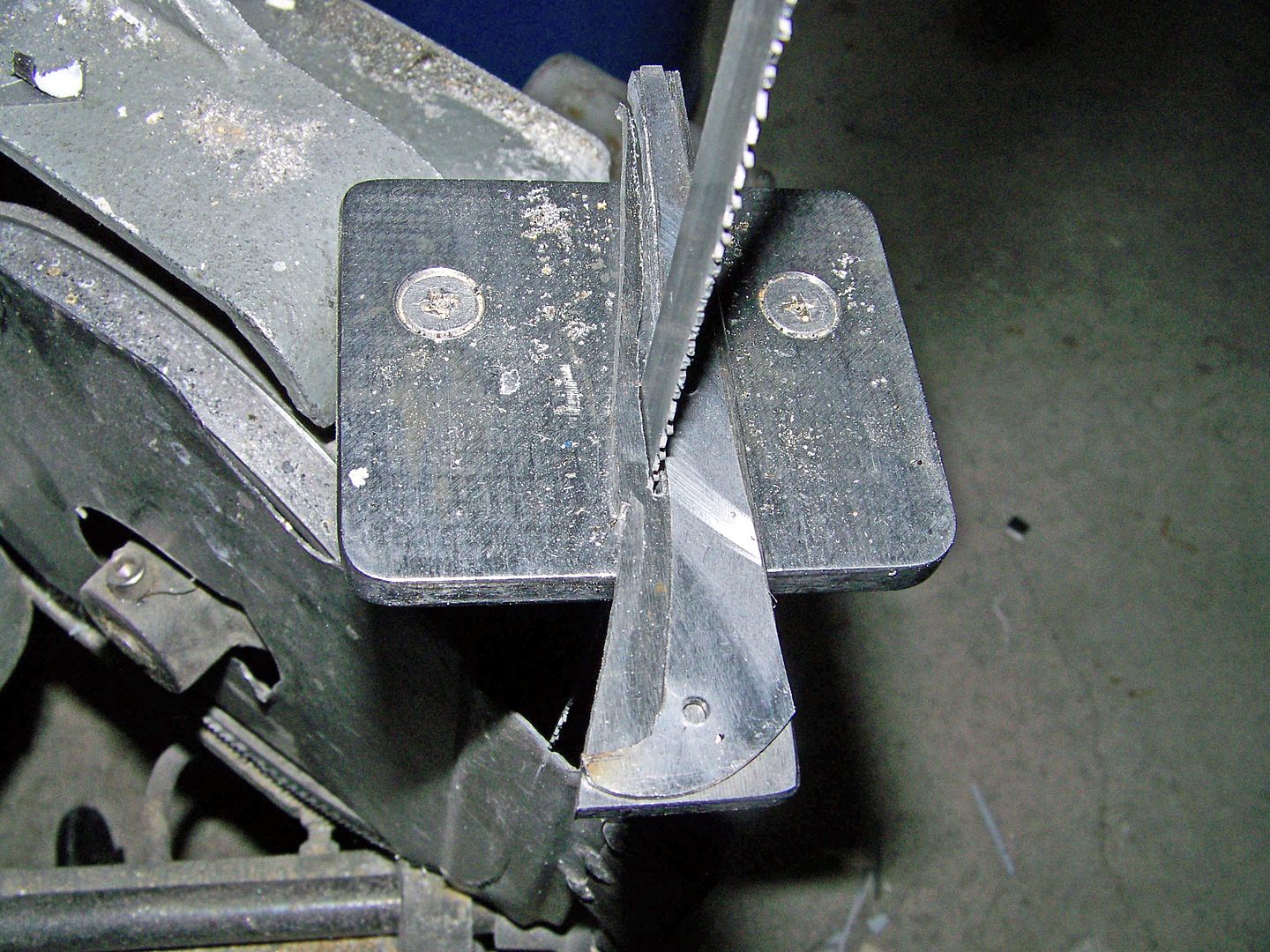
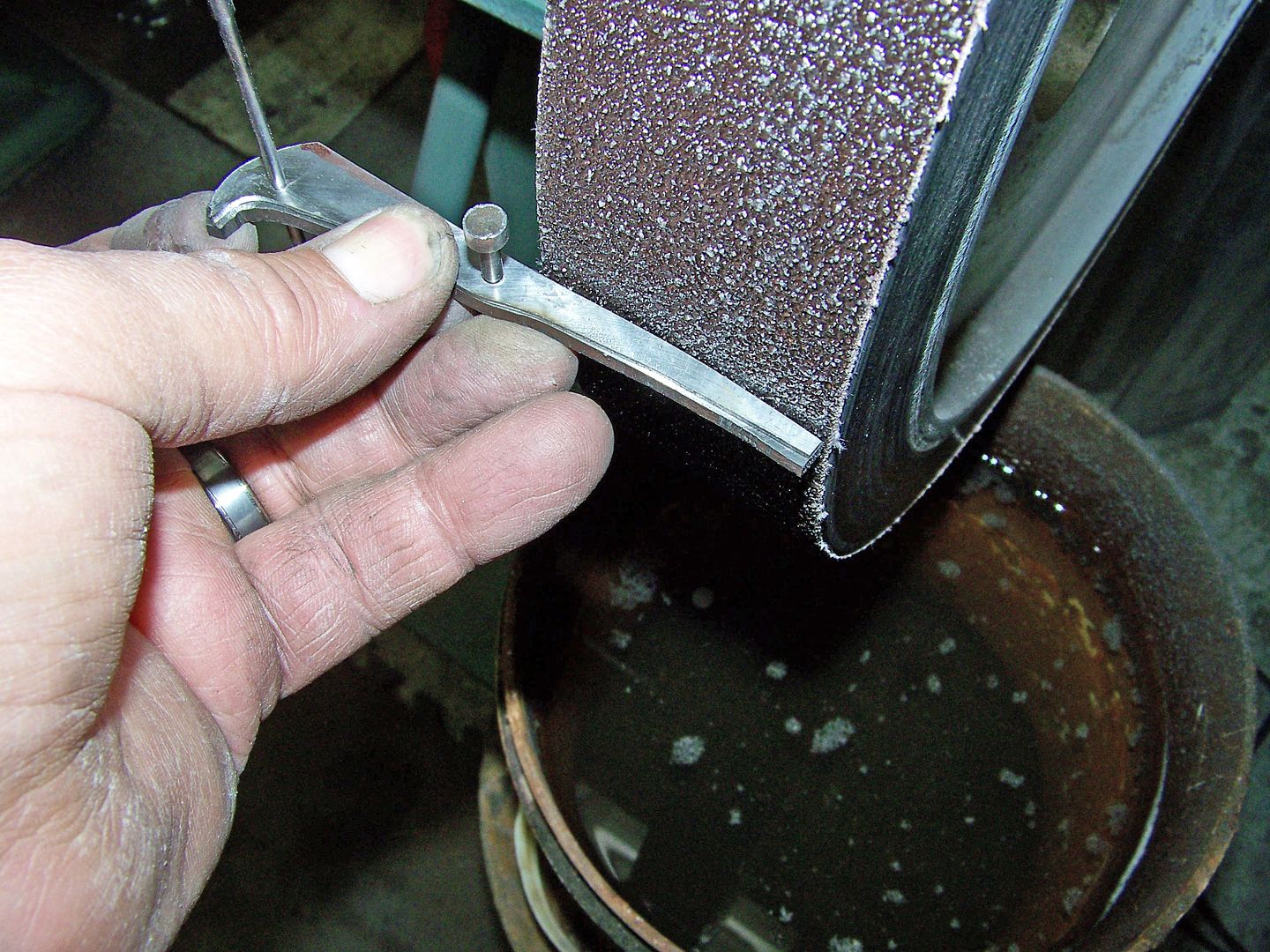
With the spring and blade fitted together the profile can be adjusted for a smooth flowing look. This one has a "nail breaker" spring tension so I need to remove some metal from the inside of the spring being careful to not remove too much and make it a wimpy spring. I like a snappy slipjoint, not a nail breaker.
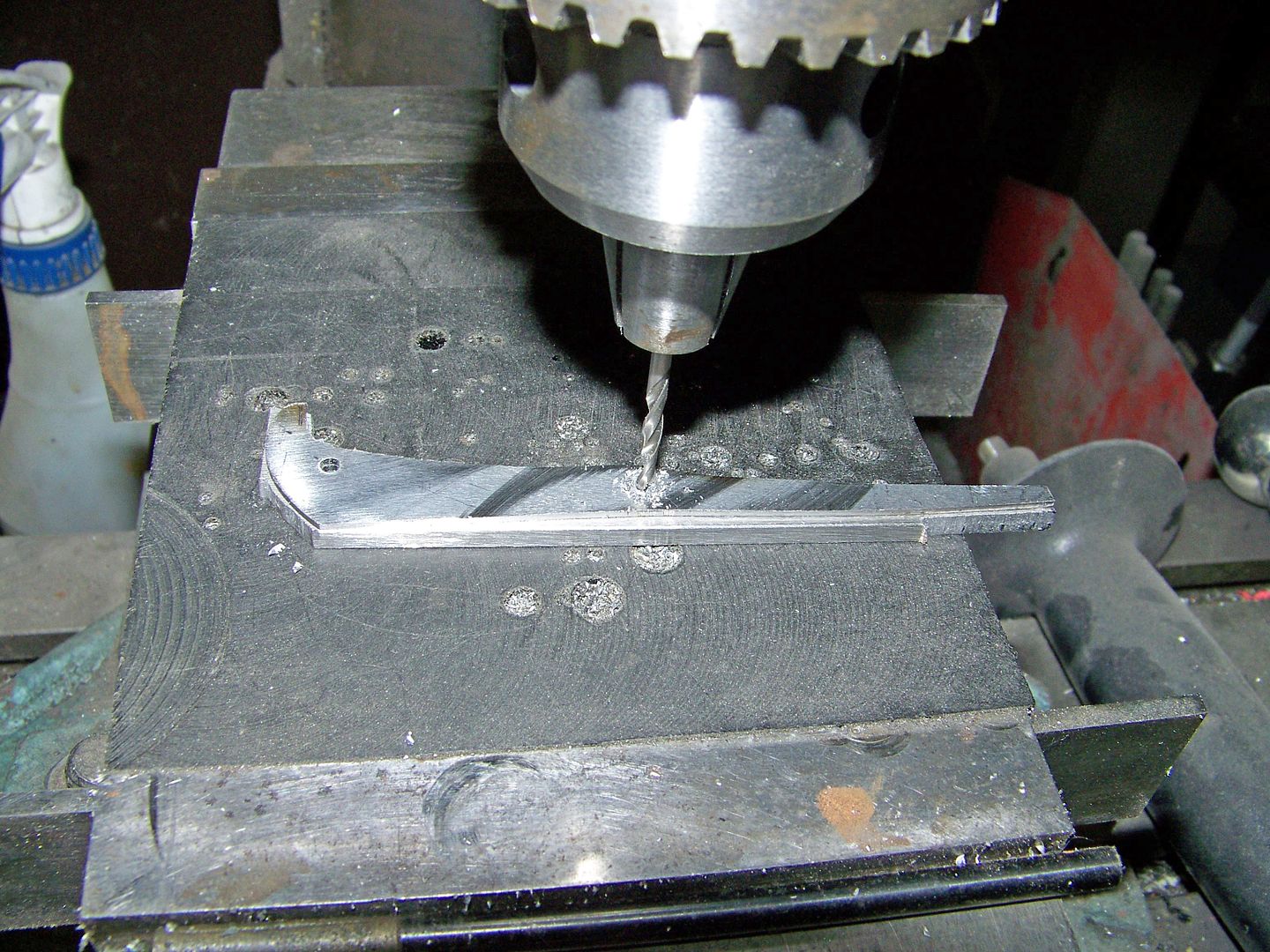
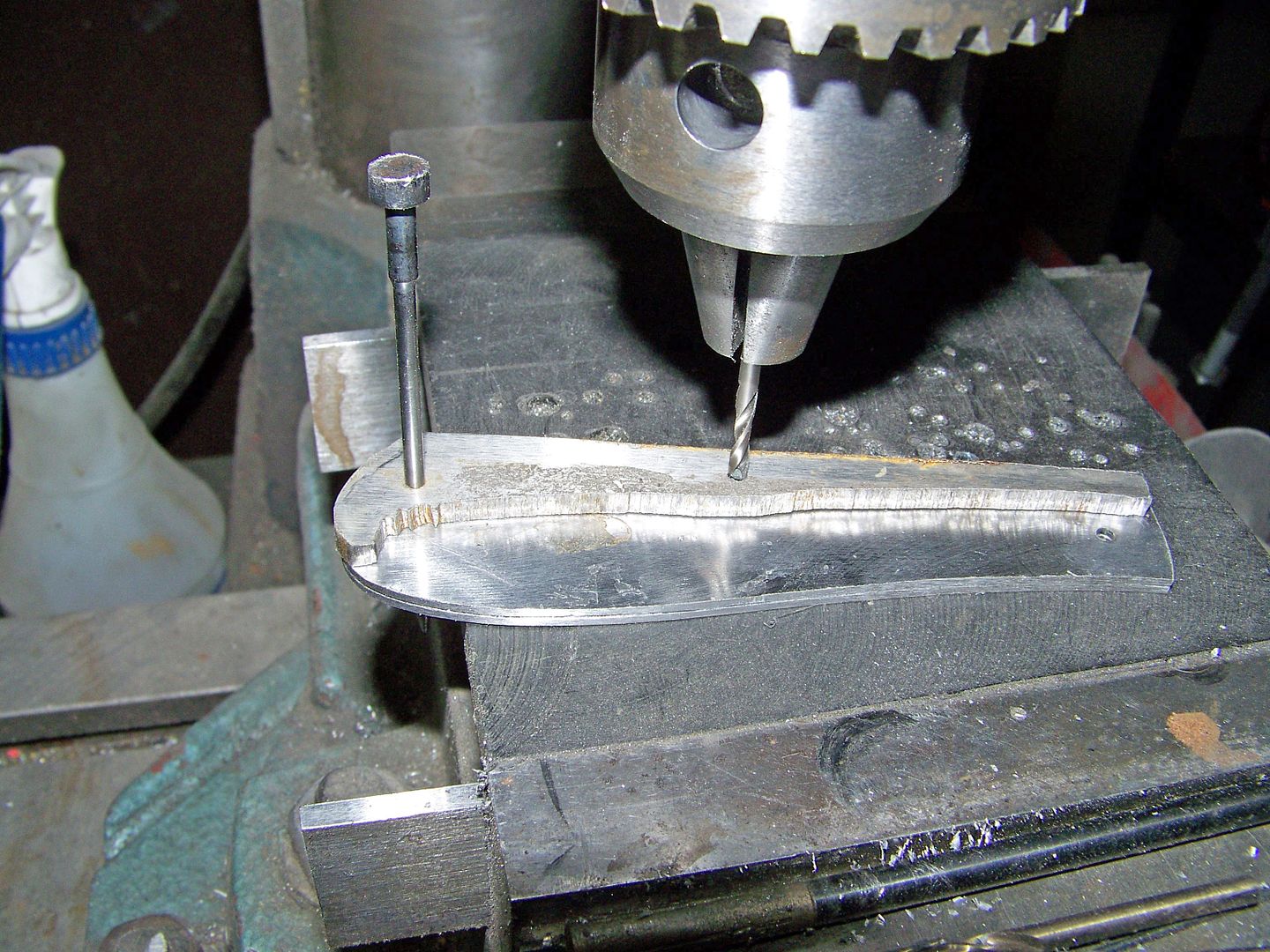
See the center pin in the picture below? It has a long tapered tip on it to make it go in and out easier. A drop on oil there and on the slip joint/pivot area will prevent gaulding when adjusting the tension. Dont force a too tight spring, just grind it narrower and retest until it feels right. If you break your thumb nail just wait until it grows back again. hehe. Actually we havent even cut the nail nick in yet but you can get it close by opening and closing with pliers.

 :bud:
:bud: