Bruce Bump
Forum Owner-Moderator
I've used a horizontal propane forge for many years and had issues with it. I still have it and wouldn't sell it but with 3 burners on top there are hot spots not to mention the floor is always contaminated with flux.
I went to a vertical forge about 5 years ago. I made it myself from 16" diameter heavy steel pipe and its about 19" tall. It has a blower that puts out 126 cfm (cubic feet per minute) and will reach welding heat (2300) in about 25 minutes. The blower puts out too much air and after I reach my temp I must close the intake door nearly all the way to prevent overheating. It has been well over 2400 several times. Thats just too hot. I use a pyrometer to monitor and adjust the fuel and air mix so I can get correct temperatures for both forging and welding. Its very accurate.
This forge is not what I would call cheap to operate. It has too much space inside that is not necessary and thus uses allot of propane to heat that big area. It needs 10 psi (pounds per square inch) at the regulator to reach and maintain welding heat. 2 1/2 days of forging costs about $60 in propane costs. I've put up with it tis way for those 5 years. After all it does make good damascus and is very reliable.
I've been on a quest lately to build a better forge. One that is efficient and economical to operate and is a quality piece of equipment for the knife shop. I've not spared much expense in its construction. It has 1/8" steel walls. The top and bottom are sheared, nipped and broke by a local fabrication shop. They are also 1/8" thick steel. The front door is 3/16" thick 4" x 4" square. The back door is cut at an angle and is self closing. It also is 3/16" thick steel and is 3" x 3" square. The burner adaptor is 1 1/2" schedule 40 steel pipe and uses a 1 3/8" schedule 40 burner.
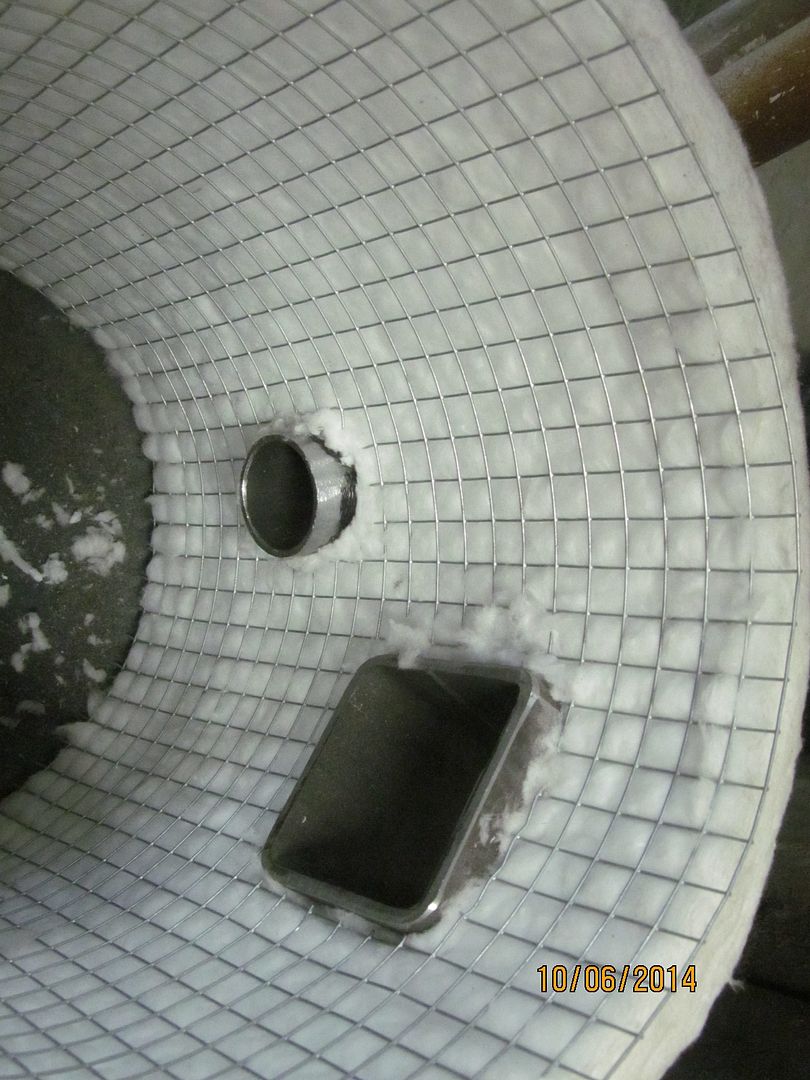
The inside lining is #60 density kao wool and 1/2" x 1/2" square metal fabric to stiffen and keep its shape. This is coated with 1/4" of satanite (4 coats) and 4 coats of ITC 100 ceramic. The bottom is filled with kitty litter (cheapest stuff possible) to seal the bottom and help take up room inside the forge. The top is 2" #8 density "safe" koa wool. Safe means it is not ceramic and not dangerous to your health if it gets ruptured.
This new model forge is smaller and more economical to run and should last many years. The burner is one of the first things to burn out, this one has a replaceable burner. This forge is 12" wide and 12" tall. The inside is 10" wide and 8" tall. This smaller inside area is easier to get to temp and hold it there. The front and back doors have 4" ledges to help hold the work piece. The back door opens by simply pushing the work against it and gravity closes the door when the work is removed. There is minimal heat loss this way.
The red high pressure regulator only needs to be 0-10 psi so the cost is less right there. I suggest buying a gauge so it can be adjusted for consistant and repeatable heats especially if you choose to not use a pyrometer monitoring system. This forge runs great at 4-5 psi. even at welding heats.
I should be able to post some pictures tomorrow. Thanks for reading my forge spiel.
I went to a vertical forge about 5 years ago. I made it myself from 16" diameter heavy steel pipe and its about 19" tall. It has a blower that puts out 126 cfm (cubic feet per minute) and will reach welding heat (2300) in about 25 minutes. The blower puts out too much air and after I reach my temp I must close the intake door nearly all the way to prevent overheating. It has been well over 2400 several times. Thats just too hot. I use a pyrometer to monitor and adjust the fuel and air mix so I can get correct temperatures for both forging and welding. Its very accurate.
This forge is not what I would call cheap to operate. It has too much space inside that is not necessary and thus uses allot of propane to heat that big area. It needs 10 psi (pounds per square inch) at the regulator to reach and maintain welding heat. 2 1/2 days of forging costs about $60 in propane costs. I've put up with it tis way for those 5 years. After all it does make good damascus and is very reliable.
I've been on a quest lately to build a better forge. One that is efficient and economical to operate and is a quality piece of equipment for the knife shop. I've not spared much expense in its construction. It has 1/8" steel walls. The top and bottom are sheared, nipped and broke by a local fabrication shop. They are also 1/8" thick steel. The front door is 3/16" thick 4" x 4" square. The back door is cut at an angle and is self closing. It also is 3/16" thick steel and is 3" x 3" square. The burner adaptor is 1 1/2" schedule 40 steel pipe and uses a 1 3/8" schedule 40 burner.
The inside lining is #60 density kao wool and 1/2" x 1/2" square metal fabric to stiffen and keep its shape. This is coated with 1/4" of satanite (4 coats) and 4 coats of ITC 100 ceramic. The bottom is filled with kitty litter (cheapest stuff possible) to seal the bottom and help take up room inside the forge. The top is 2" #8 density "safe" koa wool. Safe means it is not ceramic and not dangerous to your health if it gets ruptured.
This new model forge is smaller and more economical to run and should last many years. The burner is one of the first things to burn out, this one has a replaceable burner. This forge is 12" wide and 12" tall. The inside is 10" wide and 8" tall. This smaller inside area is easier to get to temp and hold it there. The front and back doors have 4" ledges to help hold the work piece. The back door opens by simply pushing the work against it and gravity closes the door when the work is removed. There is minimal heat loss this way.
The red high pressure regulator only needs to be 0-10 psi so the cost is less right there. I suggest buying a gauge so it can be adjusted for consistant and repeatable heats especially if you choose to not use a pyrometer monitoring system. This forge runs great at 4-5 psi. even at welding heats.
I should be able to post some pictures tomorrow. Thanks for reading my forge spiel.
Last edited:
") That sounds awesome; can't wait to see it. Thanks for the excellent description.
That sounds awesome; can't wait to see it. Thanks for the excellent description.