Had a day off of work today so I got a little bit more done. I was wondering how in the world I was gonna relieve the liners. I had thought about the possibilty of buying a small rotary table. I checked the harbor freight website, and low and behold they have two different ones. I couldn't believe it. I called the local store and they had three of the smaller 3 inch models in stock! I drove down and got one for about $55. It was originally $70 or so, but I used another one of the 20% off coupons I found here on this site. If you are interested, do a search for harbor freight coupon.
Here is the small rotary table. Looking at your pics Bruce, I think it may be the same one. I think it may have been made in India, but I'm not really sure. I have to admit, I'm excited to have it and it really is handy. I didn't know they made them so small lol-
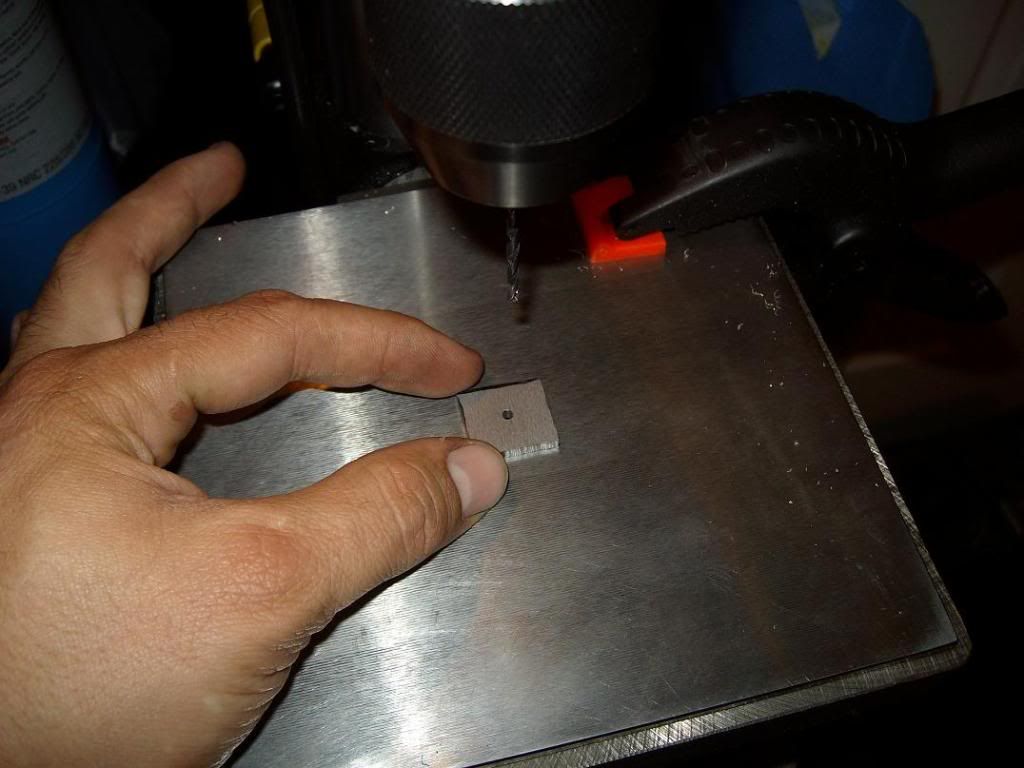
The first thing I noticed is that I really need to keep that blade pivot hole in the center of the rotary table. I didn't exactly know how I was going to do this until I saw the threaded hole in the center of the table. Simple enough. I turned the head down of a small metric screw to .094". Here's the screw and the mic checking it while its still in the little lathe chuck.-
And here it is screwed in to the center of the table-
I knew I could come up with a way to do this on the drill press, so I gave it a shot. A drill press IS NOT the machine to do this on, but I'm trying my best to do this all at home with the tools I have here. I've mentioned it before, but hopefully I'll get a mill soon. Anyway, it was a rough ride but the drill press worked. A drill press does not have a rigid spindle designed for sideways loads, and an endmill has no place in a drill chuck. I've attempted to use a drill chuck to hold an endmill when I was in a hurry, and just about every time ended up breaking or chipping the endmill. a collet or holder designed for it is the best choice.
And another problem is you have is no controlable Z axis movement with the drill press. you can bring the spindle down with the handle, but there is no lock that will hold the tool at a certain depth. I just had to do the best I could. It still turned out great considering. I had a whole lot of chatter (the tool wanting to jump around instead of cut) but got it done.
To do this, you center the spindle in the center of the rotary table (which is the center of the pivot hole in this case). Then you move the table in either the X or Y direction a specified ammount.You are basicly turning the table and rotating the tool around the center of the table. Since the drill press does not have any movement in it's table, I have to improvise and push the rotary table away from the spindle and lock it down. For this I used a vise Grip clamp and a couple of smaller clamps. This, of course caused clearance issues with the liner hanging off the side of the rotary table but I just repositioned them as needed.
Here we are cutting-
After I get done with the cutting them, I run that side face down on a smooth stone to remove the burrs.
And the finished relieved liners. Needless to say, I am RELIEVED I got this part of the knife done
")