J S Machine
Well-Known Member
*Finished knife pics on page 7*
I wasn't gonna do this, but I figured you guys might like to see my trials and tribulations as I attempt my first slippie. Mods, I hope I'm not out of line posting this here.
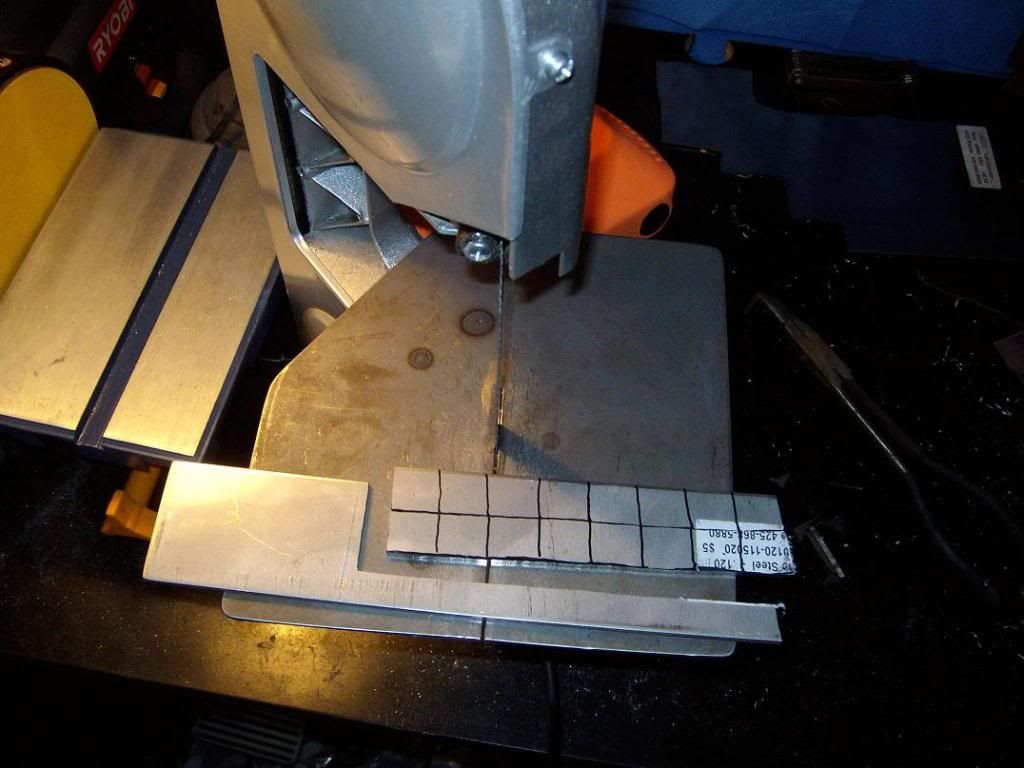
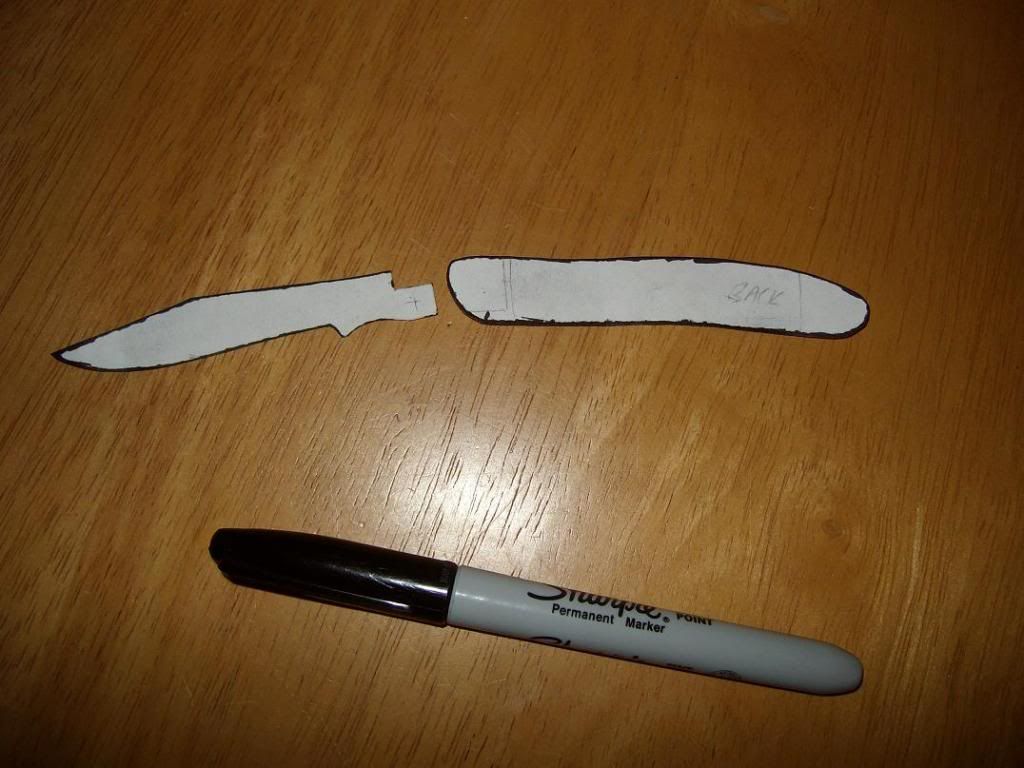
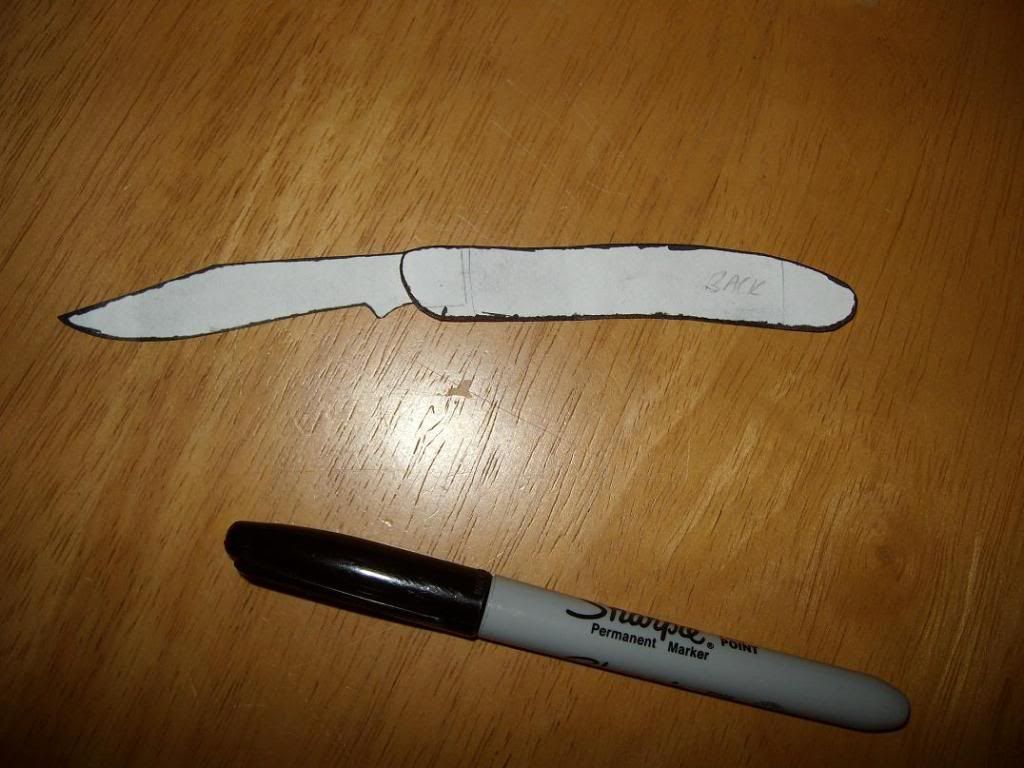
I drew this thing out on paper a couple dozen hundred times or so, and finally got a pattern I could work with. I don't have pictures of that, but do have pictures of where I'm at. I have basicly traced my pattern onto my steel and gone from there. I cut the spring and the blade out and roughed them into shape.

Today I started on the fixture that will hold the blade and spring and check it's zero points. It's bout half done. Here I have the blade and spring pinned into the little piece that fits in the slot in the fixture.

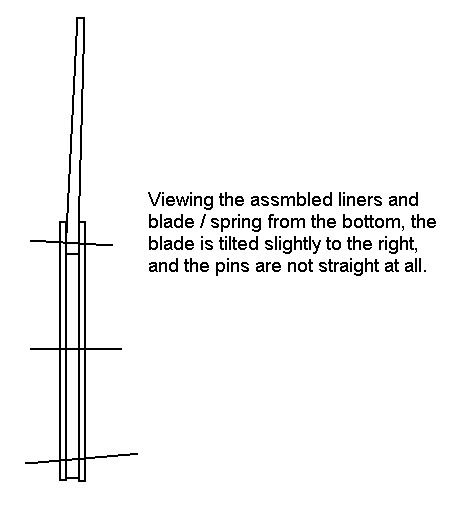
Here I have placed the blade / spring into the slot and you can see the piece that will become the bridge for the indicator shaft housing sitting to the left. I still have to drill and tap that and also add a hold down tab for the sliding piece. I basicly built this thing like the ones I saw in Bruce Bumps pictures and Ryan Minchew's.

That's all I have for this tonight, I'll add more later. Please join in and let me know what you think
I wasn't gonna do this, but I figured you guys might like to see my trials and tribulations as I attempt my first slippie. Mods, I hope I'm not out of line posting this here.
I drew this thing out on paper a couple dozen hundred times or so, and finally got a pattern I could work with. I don't have pictures of that, but do have pictures of where I'm at. I have basicly traced my pattern onto my steel and gone from there. I cut the spring and the blade out and roughed them into shape.
Today I started on the fixture that will hold the blade and spring and check it's zero points. It's bout half done. Here I have the blade and spring pinned into the little piece that fits in the slot in the fixture.
Here I have placed the blade / spring into the slot and you can see the piece that will become the bridge for the indicator shaft housing sitting to the left. I still have to drill and tap that and also add a hold down tab for the sliding piece. I basicly built this thing like the ones I saw in Bruce Bumps pictures and Ryan Minchew's.
That's all I have for this tonight, I'll add more later. Please join in and let me know what you think
Last edited: