Bruce Bump
Forum Owner-Moderator
I have an order for a hunter knife in "Basket Weave" damascus and thought it might be an interesting one to photo. Its probally one of the first real Mosaic pattern I learned. Its an interesting pattern and looks good as is or as part of a more complex mosaic for the more advanced pattern development.
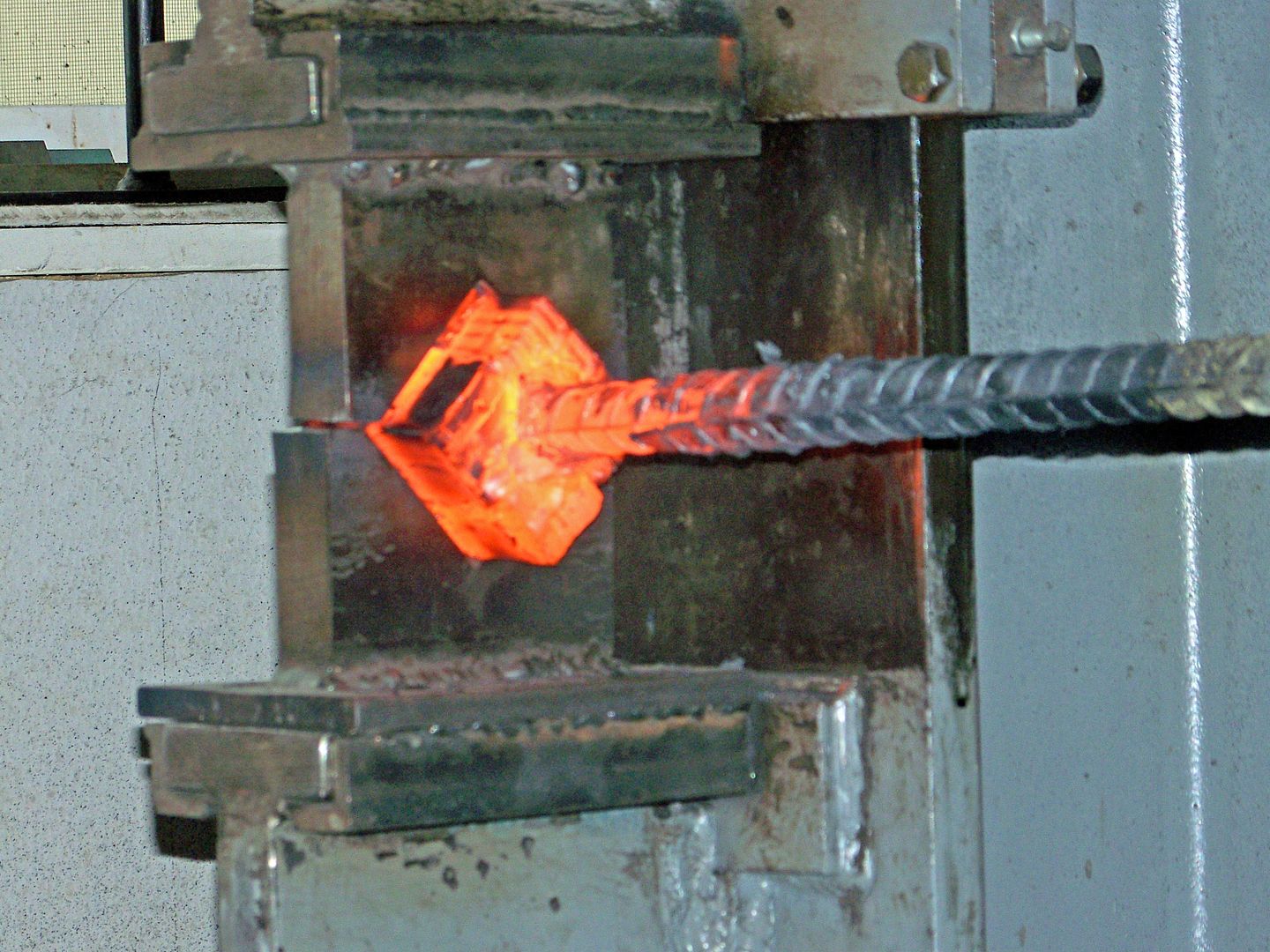
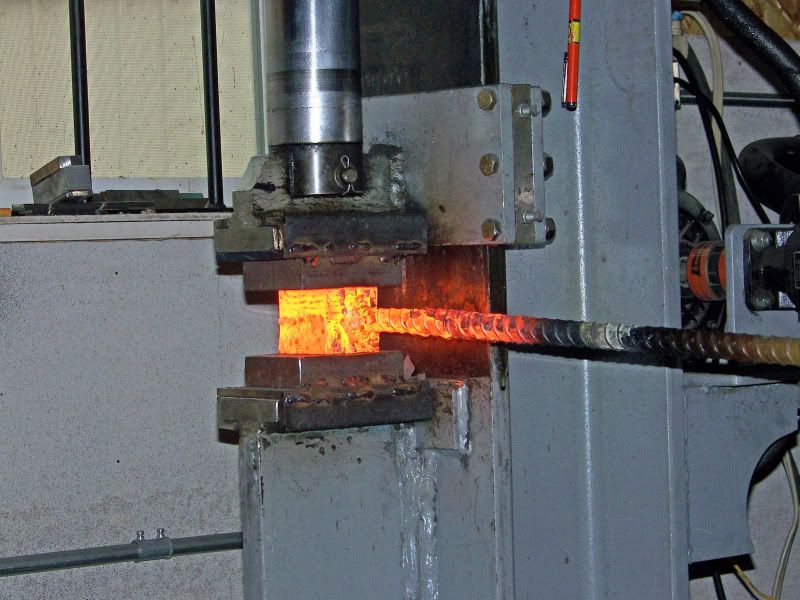
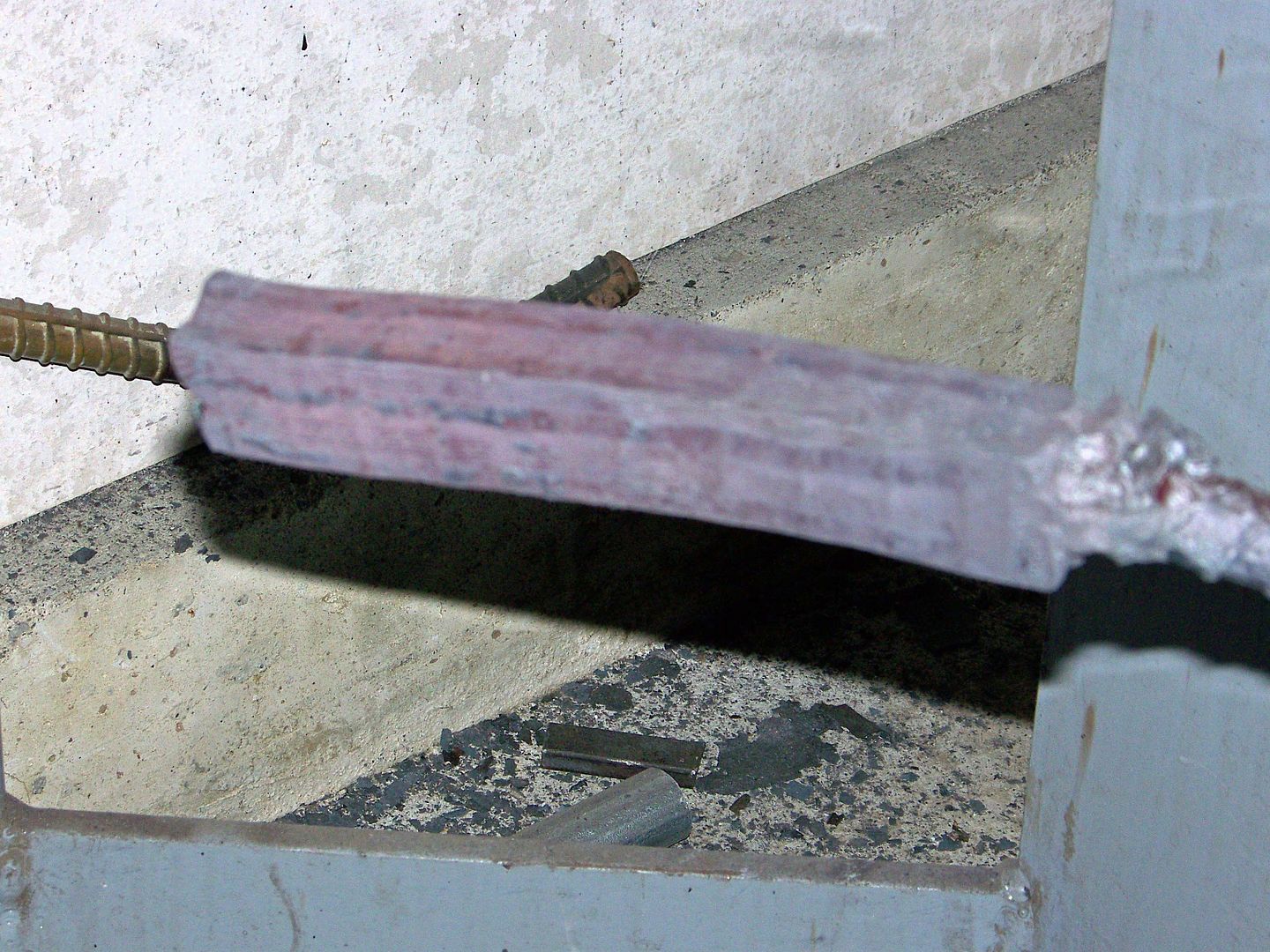
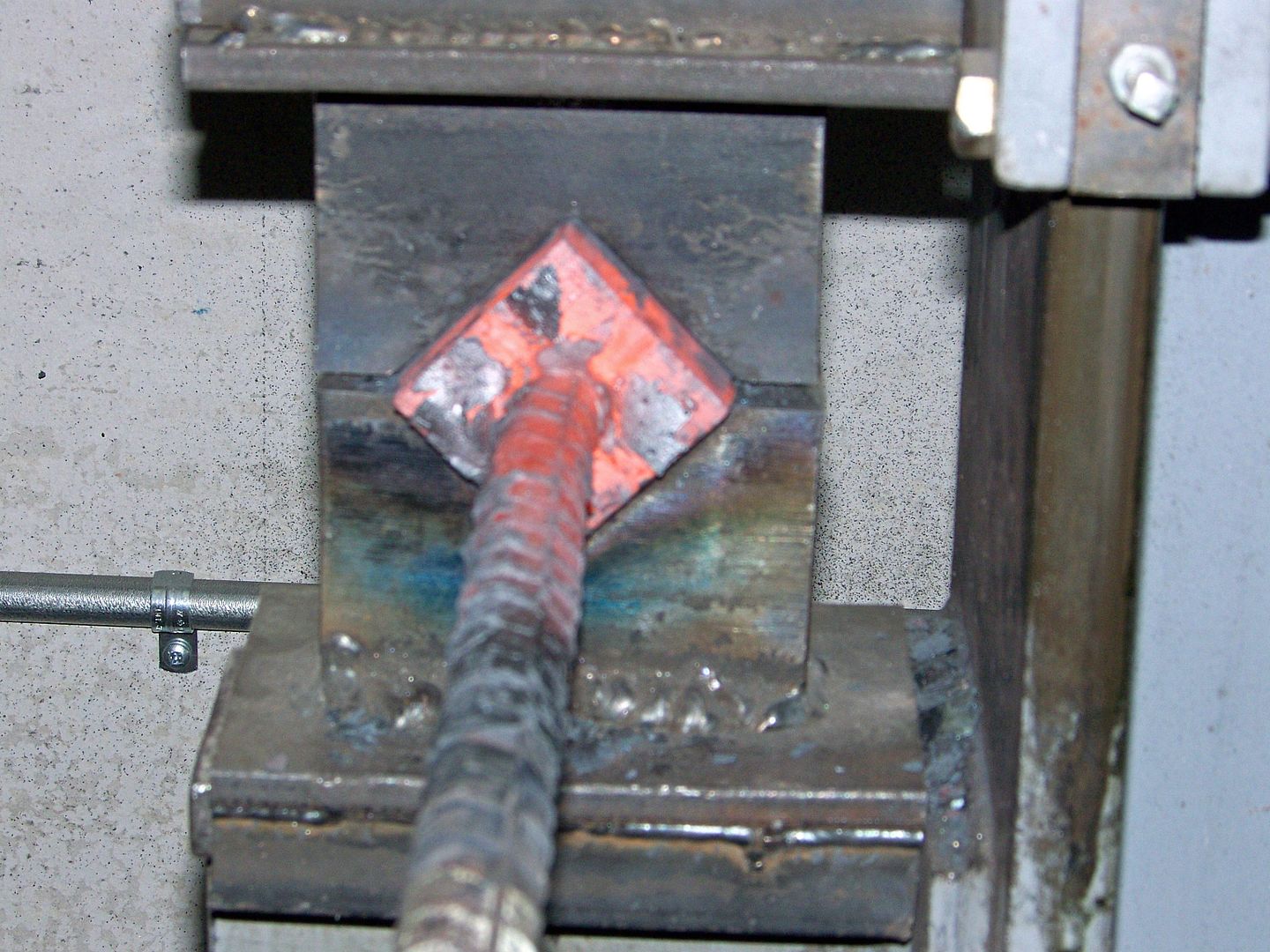
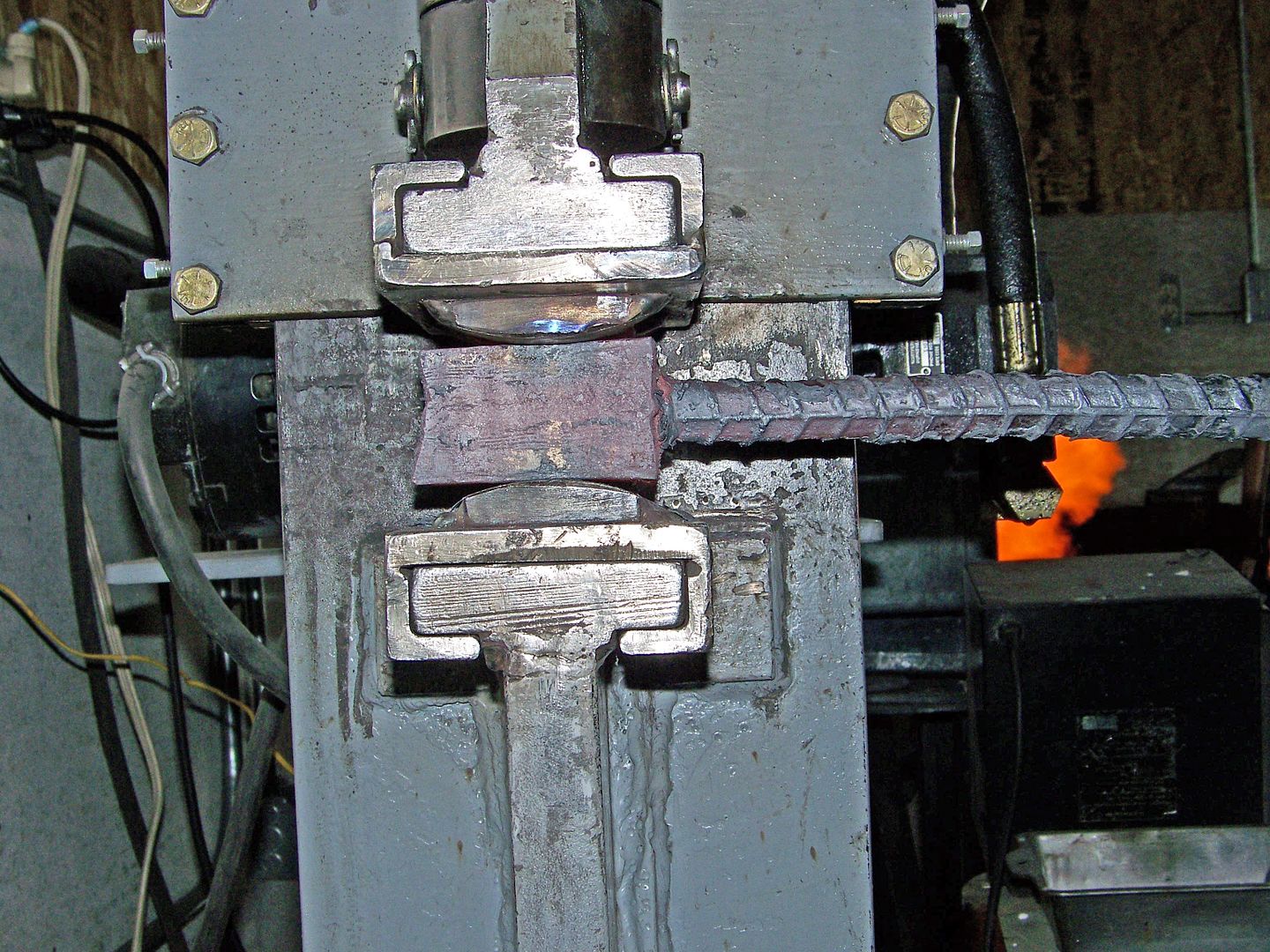
Heres the first stack and weld. Alternating 1084/15n20. Its not too important how many layers you start with as long as when you are done drawing it out ya end up square. I didnt even count these. Really low layer looks cool too. I like to draw it out 3 or 4 times its original length and cut in into 4 equal lengths and re-stack. More on that later.




Heres the first stack and weld. Alternating 1084/15n20. Its not too important how many layers you start with as long as when you are done drawing it out ya end up square. I didnt even count these. Really low layer looks cool too. I like to draw it out 3 or 4 times its original length and cut in into 4 equal lengths and re-stack. More on that later.