
I saw this idea on another forum a few years back, and made some changes to it so it is much easier to use. It consist of a blade clamp, and an enlarged tool rest for your platen.
My blade clamp is made from aluminum, but could be made from steel just the same, the tool rest is 1/4" flat steel x 4" wide and around 24" long, but this too can vary.
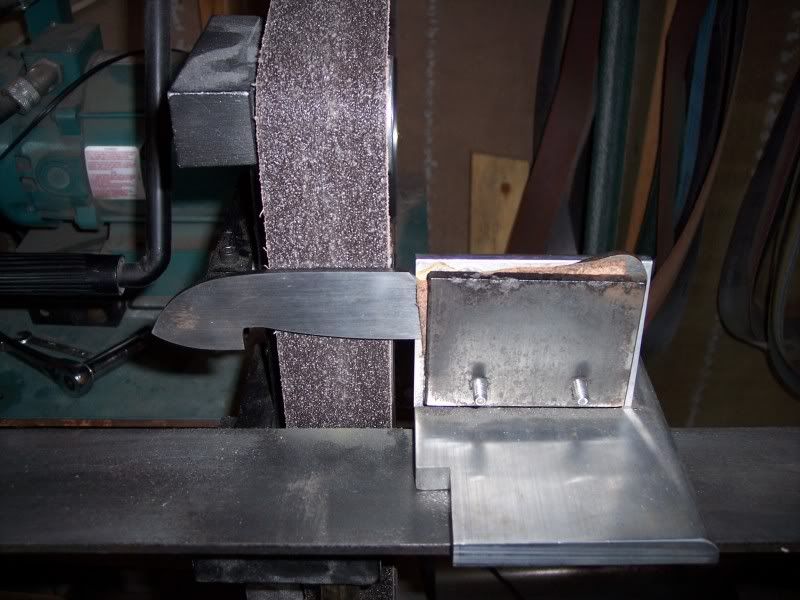 pic of set up.
pic of set up.
The idea is simple, you clamp the blade in the clamp, sticking out of one end. You set the angle of the tool rest at the angle you want to grind, say 3 degrees just for example, and set the blade clamp on the tool rest and grind a pass on one side of the blade and then the other, you do not need to remove the blade to grind each side of the blade. I still center scribe my blade to keep everything even. When I get the thickness that I want, pre heat treat, mark the clamp around the blade, so you can replace it in the exact position after heat treat. Then heat treat and replace the blade and finish grinding. You still must do the grinding by hand, but the jig takes care of the angle for you, just one less variable to deal with.
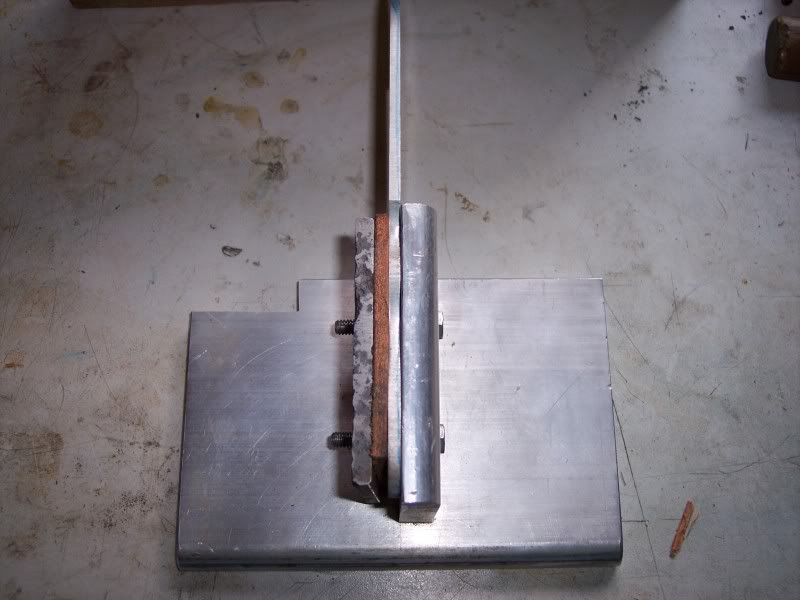
The next 2 pics are of the blade clamp. it is very important that the clamp part be exactly 90 degrees to the base, otherwise the grind angle will not be the same on each side of the blade.

The next pics are of the tool rest set at an angle, exagerated so as to show in the pic.


Some tips.
The tool rest should be a little over twice as long as any blade you would expect to grind.
As with any flat grind method, the radius on the platen edges should be equal on each side, so plunge lines are equal in size and shape.
Keep the blade in contact with the full width of the belt, and when you start into the point area, slide the blade clamp toward you slightly to grind the tip, this takes some practice at first.
Watch your grind height, and make adjustments once you get to the finer grits in the pre heat treat grind, and get everything even before heat treating.
And it helps not to move the tool rest untill your blade is finish ground, it is very hard to set it back at exactly the same angle to finish your blade.
I hope this is written where everyone can understand it, writing instructions is not one of my strong points, but I wanted to share this with anyone who struggles with the flat grind, and would like to use a jig, it doesn't do the grind for you, but it is another tool to help make a nice even grind with less practice than free hand. If there is a trick to this thing, it is the blade clamp, it must be at exactly 90 degrees to its base.
Pic of a knife ground with this jig

My blade clamp is made from aluminum, but could be made from steel just the same, the tool rest is 1/4" flat steel x 4" wide and around 24" long, but this too can vary.
The idea is simple, you clamp the blade in the clamp, sticking out of one end. You set the angle of the tool rest at the angle you want to grind, say 3 degrees just for example, and set the blade clamp on the tool rest and grind a pass on one side of the blade and then the other, you do not need to remove the blade to grind each side of the blade. I still center scribe my blade to keep everything even. When I get the thickness that I want, pre heat treat, mark the clamp around the blade, so you can replace it in the exact position after heat treat. Then heat treat and replace the blade and finish grinding. You still must do the grinding by hand, but the jig takes care of the angle for you, just one less variable to deal with.
The next 2 pics are of the blade clamp. it is very important that the clamp part be exactly 90 degrees to the base, otherwise the grind angle will not be the same on each side of the blade.
The next pics are of the tool rest set at an angle, exagerated so as to show in the pic.
Some tips.
The tool rest should be a little over twice as long as any blade you would expect to grind.
As with any flat grind method, the radius on the platen edges should be equal on each side, so plunge lines are equal in size and shape.
Keep the blade in contact with the full width of the belt, and when you start into the point area, slide the blade clamp toward you slightly to grind the tip, this takes some practice at first.
Watch your grind height, and make adjustments once you get to the finer grits in the pre heat treat grind, and get everything even before heat treating.
And it helps not to move the tool rest untill your blade is finish ground, it is very hard to set it back at exactly the same angle to finish your blade.
I hope this is written where everyone can understand it, writing instructions is not one of my strong points, but I wanted to share this with anyone who struggles with the flat grind, and would like to use a jig, it doesn't do the grind for you, but it is another tool to help make a nice even grind with less practice than free hand. If there is a trick to this thing, it is the blade clamp, it must be at exactly 90 degrees to its base.
Pic of a knife ground with this jig