theWeatherman
Well-Known Member
I would like to discuss the process and why it works, when you can get a hamon when not using any clay.
So lets look at a knife out of W2 and trying to produce a hamon with no clay.
From my research there are 3 things that help with the hamon in W2 with no clay.
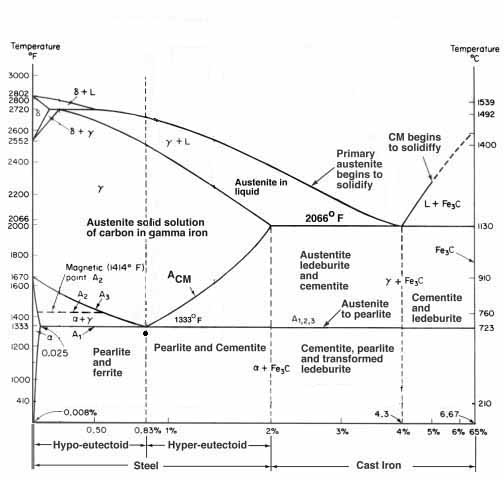
1) Temp = 1435 to 1445 degrees F.
2) Time = (this is an interesting concept in my mind because you still need to be able to have the soak time, and every time I see something about time when dealing with no clay they talk about quenching time, like 7 seconds in the Parks #50 and then 3 sec out and then back in till cool, but I don't hear about soak time. I am guessing you still have to soak the 4 or 5 minutes and then quench accordingly. )
3) Blade Geometry ( specifically speaking about cross section, say a thicker ricasso and then a really thin point )
Now, the reason I think this happens is because when you bring it to the lower austenitizing temp you still get austenite, but the geometry and the interrupted quench help with the edges getting hard and then a pause allowing for the peralite hamon area to form and then the rest to cool.
What do you guys think and what have you seen and tried for the process? Got any good active hamons?
So lets look at a knife out of W2 and trying to produce a hamon with no clay.
From my research there are 3 things that help with the hamon in W2 with no clay.
1) Temp = 1435 to 1445 degrees F.
2) Time = (this is an interesting concept in my mind because you still need to be able to have the soak time, and every time I see something about time when dealing with no clay they talk about quenching time, like 7 seconds in the Parks #50 and then 3 sec out and then back in till cool, but I don't hear about soak time. I am guessing you still have to soak the 4 or 5 minutes and then quench accordingly. )
3) Blade Geometry ( specifically speaking about cross section, say a thicker ricasso and then a really thin point )
Now, the reason I think this happens is because when you bring it to the lower austenitizing temp you still get austenite, but the geometry and the interrupted quench help with the edges getting hard and then a pause allowing for the peralite hamon area to form and then the rest to cool.
What do you guys think and what have you seen and tried for the process? Got any good active hamons?